–Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
-
NightPatrol

- –°–Њ–Њ–±—Й–µ–љ–Є—П: 1371
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 19 –Њ–Ї—В 2008, 16:52
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
- –Ъ–Њ–љ—В–∞–Ї—В–љ–∞—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П:
–Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
–Я—А–Є–≤–µ—В—Б—В–≤—Г—О –Ї–Њ–ї–ї–µ–≥–Є. –Т–Њ–њ—А–Њ—Б–Є–Ї –љ–∞–Ј—А–µ–ї, –Ї–∞–Ї –Ї —Б–њ–µ—Ж–∞–Љ –њ–Њ –Љ–µ—В–∞–ї–ї–Њ–Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є—П–Љ. –°–µ–≥–Њ–і–љ—П –љ–∞ –Њ–±—К–µ–Ї—В–µ (—В–∞–Ї–ґ–µ —Б–±–Њ—А–Ї–∞ –Љ–µ—В. –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є) –Є–љ–ґ–µ–љ–µ—А —В–µ—Е–љ–∞–і–Ј–Њ—А–∞ –≤—Л–і–∞–ї: "–Р –≤—Л –њ—А–Є–Љ—Л–Ї–∞–љ–Є–µ –Љ–Њ–љ—В–∞–ґ–љ—Л—Е –њ–ї–∞—Б—В–Є–љ –і–Њ –Љ–µ—В–∞–ї–ї–∞ –Ј–∞—З–Є—Й–∞–µ—В–µ? –Р –±–Њ–ї—В—Л —Б –≥–∞–є–Ї–∞–Љ–Є –Њ—В —Б–Љ–∞–Ј–Ї–Є –Њ—В—З–Є—Й–∞–µ—В–µ, –Њ—В–Љ—Л–≤–∞–µ—В–µ?" –Я–Њ—П—Б–љ—О. –®–≤–µ–ї–ї–µ—А–∞, –Ї–Њ—В–Њ—А—Л–µ —Б–Њ–µ–і–Є–љ—П–µ–Љ –љ–∞ –±–Њ–ї—В–∞—Е, –Ј–∞–≥—А—Г–љ—В–Њ–≤–∞–љ—Л –≤ –Ј–∞–≤–Њ–і—Б–Ї–Є—Е —Г—Б–ї–Њ–≤–Є—П—Е. –С–Њ–ї—В—Л –Є –≥–∞–є–Ї–Є –њ–Њ–Ї—А—Л—В—Л —В–Њ–љ–Ї–Є–Љ —Б–ї–Њ–µ–Љ —Б–Љ–∞–Ј–Ї–Є (–Ї–∞–Ї –±—Г–і—В–Њ –ґ–Є–і–Ї–Њ–є —Б–Љ–∞–Ј–Ї–Њ–є –±—Л–ї–Є –Њ–±–ї–Є—В—Л –Є –≤—Л—В–µ—А—В—Л). –Р —В–µ–њ–µ—А—М –≤–Њ–њ—А–Њ—Б, —Н—В–Њ —В—Г–њ–Њ–є –љ–∞–µ–Ј–і –Є–ї–Є –≤—Б—С-—В–∞–Ї–Є —В–∞–Ї –Є –і–Њ–ї–ґ–љ–Њ –±—Л—В—М? –Т–Њ—В —В–Њ–ї—М–Ї–Њ –Ј–і—А–∞–≤—Л–Љ —Б–Љ—Л—Б–ї–Њ–Љ —Н—В–Є –њ—А–µ–і—К—П–≤—Л –Є –љ–µ –њ–∞—Е–љ—Г—В... –Ш –Ї—Б—В–∞—В–Є, –Љ–Њ–ґ–µ—В –Ї—В–Њ —Б—Б—Л–ї–Њ—З–Ї–Є –љ–∞ –љ–Њ—А–Љ–∞—В–Є–≤–љ—Л–µ –і–Њ–Ї—Г–Љ–µ–љ—В—Л –і–∞—Б—В, –µ—Б–ї–Є –љ–∞–µ–Ј–і –Ґ–Э –Њ–±–Њ—Б–љ–Њ–≤–∞–љ. –Ч–∞—А–∞–љ–µ–µ —Б–њ–∞—Б–Є–±–Њ –Ј–∞ –Ї–Њ–љ—Б—В—А—Г–Ї—В–Є–≤–љ—Л–µ –Њ—В–≤–µ—В—Л.
-
alex45

- –°–Њ–Њ–±—Й–µ–љ–Є—П: 15376
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 01 –Љ–∞—А 2005, 22:04
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
- –Ъ–Њ–љ—В–∞–Ї—В–љ–∞—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П:
Re: –Р–§–£, –Р–Ь–° –Є –±–∞–Ј–Њ–≤—Л–µ —Б—В–∞–љ—Ж–Є–Є
NightPatrol –њ–Є—Б–∞–ї(–∞): "–Р –≤—Л –њ—А–Є–Љ—Л–Ї–∞–љ–Є–µ –Љ–Њ–љ—В–∞–ґ–љ—Л—Е –њ–ї–∞—Б—В–Є–љ –і–Њ –Љ–µ—В–∞–ї–ї–∞ –Ј–∞—З–Є—Й–∞–µ—В–µ?
–Я–Њ —Б–ї–Њ–≤–∞–Љ —О–ґ–љ–Њ–Ї–Њ—А–µ–є—Б–Ї–Њ–≥–Њ —И–µ—Д-–Љ–Њ–љ—В–∞–ґ–љ–Є–Ї–∞ —Н—В–∞ –Ї—А–∞—Б–Ї–∞ - –Њ—Б–Њ–±–Њ–њ—А–Њ—З–љ–∞—П, –њ–Њ –Љ–Њ–Є–Љ –Њ—Й—Г—Й–µ–љ–Є—П–Љ (–њ—А–Є —Б–≤–∞—А–Ї–µ) –њ–Њ—Е–Њ–ґ–∞ –љ–∞ Hammerrait - —В–∞–Ї –ґ–µ —Е—А–µ–љ–Њ–≤–Њ –њ—А–Њ–ґ–Є–≥–∞–µ—В—Б—П.
-
–Р–ї–µ–Ї—Б–∞–љ–і—А 64

- –°–Њ–Њ–±—Й–µ–љ–Є—П: 2088
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 14 –і–µ–Ї 2009, 23:09
Re: –Р–§–£, –Р–Ь–° –Є –±–∞–Ј–Њ–≤—Л–µ —Б—В–∞–љ—Ж–Є–Є
NightPatrol –њ–Є—Б–∞–ї(–∞):–Я—А–Є–≤–µ—В—Б—В–≤—Г—О –Ї–Њ–ї–ї–µ–≥–Є. –Т–Њ–њ—А–Њ—Б–Є–Ї –љ–∞–Ј—А–µ–ї, –Ї–∞–Ї –Ї —Б–њ–µ—Ж–∞–Љ –њ–Њ –Љ–µ—В–∞–ї–ї–Њ–Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є—П–Љ. –°–µ–≥–Њ–і–љ—П –љ–∞ –Њ–±—К–µ–Ї—В–µ (—В–∞–Ї–ґ–µ —Б–±–Њ—А–Ї–∞ –Љ–µ—В. –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є) –Є–љ–ґ–µ–љ–µ—А —В–µ—Е–љ–∞–і–Ј–Њ—А–∞ –≤—Л–і–∞–ї: "–Р –≤—Л –њ—А–Є–Љ—Л–Ї–∞–љ–Є–µ –Љ–Њ–љ—В–∞–ґ–љ—Л—Е –њ–ї–∞—Б—В–Є–љ –і–Њ –Љ–µ—В–∞–ї–ї–∞ –Ј–∞—З–Є—Й–∞–µ—В–µ? –Р –±–Њ–ї—В—Л —Б –≥–∞–є–Ї–∞–Љ–Є –Њ—В —Б–Љ–∞–Ј–Ї–Є –Њ—В—З–Є—Й–∞–µ—В–µ, –Њ—В–Љ—Л–≤–∞–µ—В–µ?" –Я–Њ—П—Б–љ—О. –®–≤–µ–ї–ї–µ—А–∞, –Ї–Њ—В–Њ—А—Л–µ —Б–Њ–µ–і–Є–љ—П–µ–Љ –љ–∞ –±–Њ–ї—В–∞—Е, –Ј–∞–≥—А—Г–љ—В–Њ–≤–∞–љ—Л –≤ –Ј–∞–≤–Њ–і—Б–Ї–Є—Е —Г—Б–ї–Њ–≤–Є—П—Е. –С–Њ–ї—В—Л –Є –≥–∞–є–Ї–Є –њ–Њ–Ї—А—Л—В—Л —В–Њ–љ–Ї–Є–Љ —Б–ї–Њ–µ–Љ —Б–Љ–∞–Ј–Ї–Є (–Ї–∞–Ї –±—Г–і—В–Њ –ґ–Є–і–Ї–Њ–є —Б–Љ–∞–Ј–Ї–Њ–є –±—Л–ї–Є –Њ–±–ї–Є—В—Л –Є –≤—Л—В–µ—А—В—Л). –Р —В–µ–њ–µ—А—М –≤–Њ–њ—А–Њ—Б, —Н—В–Њ —В—Г–њ–Њ–є –љ–∞–µ–Ј–і –Є–ї–Є –≤—Б—С-—В–∞–Ї–Є —В–∞–Ї –Є –і–Њ–ї–ґ–љ–Њ –±—Л—В—М? –Т–Њ—В —В–Њ–ї—М–Ї–Њ –Ј–і—А–∞–≤—Л–Љ —Б–Љ—Л—Б–ї–Њ–Љ —Н—В–Є –њ—А–µ–і—К—П–≤—Л –Є –љ–µ –њ–∞—Е–љ—Г—В... –Ш –Ї—Б—В–∞—В–Є, –Љ–Њ–ґ–µ—В –Ї—В–Њ —Б—Б—Л–ї–Њ—З–Ї–Є –љ–∞ –љ–Њ—А–Љ–∞—В–Є–≤–љ—Л–µ –і–Њ–Ї—Г–Љ–µ–љ—В—Л –і–∞—Б—В, –µ—Б–ї–Є –љ–∞–µ–Ј–і –Ґ–Э –Њ–±–Њ—Б–љ–Њ–≤–∞–љ. –Ч–∞—А–∞–љ–µ–µ —Б–њ–∞—Б–Є–±–Њ –Ј–∞ –Ї–Њ–љ—Б—В—А—Г–Ї—В–Є–≤–љ—Л–µ –Њ—В–≤–µ—В—Л.
–Р —З—В–Њ –≤ –њ—А–Њ–µ–Ї—В–µ?
-
NightPatrol
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 1371
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 19 –Њ–Ї—В 2008, 16:52
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
- –Ъ–Њ–љ—В–∞–Ї—В–љ–∞—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П:
Re: –Р–§–£, –Р–Ь–° –Є –±–∞–Ј–Њ–≤—Л–µ —Б—В–∞–љ—Ж–Є–Є
–Т–µ—А—В–Є–Ї–∞–ї—М–љ–∞—П –∞–≤—В–Њ–њ–∞—А–Ї–Њ–≤–Ї–∞. 23 –Љ–µ—В—А–∞ "—Н—В–∞–ґ–µ—А–Ї–∞" –≤ 8 —П—А—Г—Б–Њ–≤ –њ–∞—А–Ї–Њ–≤–Њ—З–љ—Л–µ –Љ–µ—Б—В–∞ —Б –і–Њ—Б—В–∞–≤–Ї–Њ–є –Љ–∞—И–Є–љ "–ї–Є—Д—В–Њ–Љ".
-
–С–∞—Е–Њ—А–µ—В

- –°–Њ–Њ–±—Й–µ–љ–Є—П: 11863
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 20 —Д–µ–≤ 2008, 02:34
- –У–Њ—А–Њ–і: –Ї–Є—А–Њ–≤—Б–Ї-–њ–Є—В–µ—А-–Љ–Њ—Б–Ї–≤–∞
Re: –Р–§–£, –Р–Ь–° –Є –±–∞–Ј–Њ–≤—Л–µ —Б—В–∞–љ—Ж–Є–Є
–љ–∞ –†–Њ—Б–љ–µ—Д—В–Є –≤ –Ґ—Г–∞–њ—Б–µ —Б–Њ –≤—Б–µ—Е –Љ–Ї –Є —В—А—Г–± —Б–і—Г–≤–∞–ї–Є –њ–µ—Б–Ї–Њ—Б—В—А—Г–µ–Љ —В—А–∞–љ—Б–њ–Њ—А—В–Є—А–Њ–≤–Њ—З–љ–Њ–µ –њ–Њ–Ї—А—Л—В–Є–µ –Є —В—Г—В –ґ–µ –Ї—А–∞—Б–Є–ї–Є —З–µ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Њ. —А–∞–±–Њ—В–∞–ї–Њ –∞–ґ–љ–Њ 2 —Ж–µ—Е–∞ –љ–∞ —Н—В—Г –Ј–∞–і–∞—З—Г. —В–∞–Ї —З—В–Њ, –і—Г–Љ–∞—О, –њ–Њ–ї–Њ–ґ–љ—П–Ї.
-
NightPatrol
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 1371
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 19 –Њ–Ї—В 2008, 16:52
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
- –Ъ–Њ–љ—В–∞–Ї—В–љ–∞—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П:
Re: –Р–§–£, –Р–Ь–° –Є –±–∞–Ј–Њ–≤—Л–µ —Б—В–∞–љ—Ж–Є–Є
–С–∞—Е–Њ—А–µ—В –њ–Є—Б–∞–ї(–∞):–љ–∞ –†–Њ—Б–љ–µ—Д—В–Є –≤ –Ґ—Г–∞–њ—Б–µ —Б–Њ –≤—Б–µ—Е –Љ–Ї –Є —В—А—Г–± —Б–і—Г–≤–∞–ї–Є –њ–µ—Б–Ї–Њ—Б—В—А—Г–µ–Љ —В—А–∞–љ—Б–њ–Њ—А—В–Є—А–Њ–≤–Њ—З–љ–Њ–µ –њ–Њ–Ї—А—Л—В–Є–µ –Є —В—Г—В –ґ–µ –Ї—А–∞—Б–Є–ї–Є —З–µ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Њ. —А–∞–±–Њ—В–∞–ї–Њ –∞–ґ–љ–Њ 2 —Ж–µ—Е–∞ –љ–∞ —Н—В—Г –Ј–∞–і–∞—З—Г. —В–∞–Ї —З—В–Њ, –і—Г–Љ–∞—О, –њ–Њ–ї–Њ–ґ–љ—П–Ї.
–≠—Н—Н, –∞ –њ–Њ–ї–Њ–ґ–µ–љ–Њ-—В–Њ —З–µ–Љ? –Э–∞—Б–Ї–Њ–ї—М–Ї–Њ —П –Ј–љ–∞—О, –≥—А—Г–љ—В–Њ–Љ –њ–Њ–Ї—А—Л–≤–∞–ї–Є –њ–Њ–і –Ј–∞–Ї–∞–Ј, —В–Њ–µ—Б—В—М –љ–∞–≤–µ—А–љ–Њ —Г–ґ–µ "—З–µ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Њ".
–Э—Г —Н—В–Њ-—В–Њ –ї–∞–і–љ–Њ, –∞ –±–Њ–ї—В—Л –Љ—Л—В—М, —Н—В–Њ –Ї–∞–Ї–Њ–≤–Њ, –∞?

-
–Ь–Њ—А–∞–і–∞–љ

- –°–Њ–Њ–±—Й–µ–љ–Є—П: 4725
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 10 –Њ–Ї—В 2008, 17:17
- –У–Њ—А–Њ–і: –°–Я–±
Re: –Р–§–£, –Р–Ь–° –Є –±–∞–Ј–Њ–≤—Л–µ —Б—В–∞–љ—Ж–Є–Є
–Ю—В–њ—А–∞–≤—М—В–µ —Н—В–Њ–≥–Њ –У–Ш –Є—Б–Ї–∞—В—М —Б—В–µ–њ–µ–љ—М –Њ—З–Є—Б—В–Ї–Є –њ—А–Є—Б–∞–ґ–Є–≤–∞–µ–Љ—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є –≤ –Ѓ–ґ–љ—Г—О –Ъ–Њ—А–µ—О  –Я—Г—Б—В—М –њ–Њ–Њ–±—Й–∞—О—В—Б—П.
–Я—Г—Б—В—М –њ–Њ–Њ–±—Й–∞—О—В—Б—П.
–Э–∞—Б—З–µ—В –±–Њ–ї—В–Њ–≤ - –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є —З—В–Њ —Б –љ–Є–Љ–Є –њ–Њ—В–Њ–Љ –±—Г–і–µ—В. –Я–Њ–і–Њ–Ј—А–µ–≤–∞—О —З—В–Њ –±–Њ–ї—В—Л "—В–Є–њ–∞ —Д–Є—А–Љ–∞" - –≥–ї—П–љ—М—В–µ –љ–∞ —Г–њ–∞–Ї–Њ–≤–Ї–µ –Љ–Њ–ґ–µ—В —З—В–Њ —Б–Ї–∞–Ј–∞–љ–Њ –њ—А–Њ –∞–љ—В–Є–Ї–Њ—А—А–Њ–Ј–Є–Њ–љ–љ–Њ–µ –њ–Њ–Ї—А—Л—В–Є–µ. –Р, —В–∞–Ї –њ–Њ –Є–і–µ–µ - –µ—Б–ї–Є –њ–Њ–і –њ–Њ–Ї—А–∞—Б–Ї—Г - —В–Њ –љ–∞–≤–µ—А–љ–Њ –Љ—Л—В—М. –Ш–ї–Є —Н—В–Њ –±—Г–і–µ—В –њ—А–Њ–±–ї–µ–Љ–Њ–є –њ–Њ–Ї—А–∞—Б—З–Є–Ї–Њ–≤ –≤ –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–µ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є... –І—В–Њ —В–∞–Љ —Г –≤–∞—Б –≤ –і–Њ–≥–Њ–≤–Њ—А–µ –љ–∞—Б—З–µ—В –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є –Ї –њ–Њ–Ї—А–∞—Б–Ї–µ?
–Т–Њ–±—Й–µ–Љ –њ—А–Њ—Б–Є—В–µ –њ—А–µ–і–Њ—Б—В–∞–≤–Є—В—М –њ–Є—Б—М–Љ–µ–љ–љ—Л–µ —В—А–µ–±–Њ–≤–∞–љ–Є—П —Б –Њ–±–Њ—Б–љ–Њ–≤–∞–љ–Є–µ–Љ –љ–∞ –Э–Р –Є–ї–Є —В–µ—Е–і–Њ–Ї—Г–Љ–µ–љ—В–∞—Ж–Є—О –њ—А–Њ–µ–Ї—В–∞. –Т—В–Њ—А–Њ–µ –ї—Г—З—И–µ - —Б—Г–ґ–∞–µ—В –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М –љ–∞–є—В–Є "–љ—Г–ґ–љ—Л–є –≥–Њ—Б—В" –Є –њ—А–Є–≤–Њ–і–Є—В –Ї –Њ–±—Й–µ–љ—О —Б –Ѓ–Ъ —И–µ—Д–Њ–Љ –љ–∞–њ—А—П–Љ—Г—О. –С–µ–Ј "—Б–Є–ї—М–љ–Њ–≥–Њ –Є –і–∞–ї–µ–Ї–Њ–≥–Њ –њ–Њ—Б—Л–ї–∞" —Б –≤–∞—И–µ–є —Б—В–Њ—А–Њ–љ—Л
–Э–∞—Б—З–µ—В –±–Њ–ї—В–Њ–≤ - –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є —З—В–Њ —Б –љ–Є–Љ–Є –њ–Њ—В–Њ–Љ –±—Г–і–µ—В. –Я–Њ–і–Њ–Ј—А–µ–≤–∞—О —З—В–Њ –±–Њ–ї—В—Л "—В–Є–њ–∞ —Д–Є—А–Љ–∞" - –≥–ї—П–љ—М—В–µ –љ–∞ —Г–њ–∞–Ї–Њ–≤–Ї–µ –Љ–Њ–ґ–µ—В —З—В–Њ —Б–Ї–∞–Ј–∞–љ–Њ –њ—А–Њ –∞–љ—В–Є–Ї–Њ—А—А–Њ–Ј–Є–Њ–љ–љ–Њ–µ –њ–Њ–Ї—А—Л—В–Є–µ. –Р, —В–∞–Ї –њ–Њ –Є–і–µ–µ - –µ—Б–ї–Є –њ–Њ–і –њ–Њ–Ї—А–∞—Б–Ї—Г - —В–Њ –љ–∞–≤–µ—А–љ–Њ –Љ—Л—В—М. –Ш–ї–Є —Н—В–Њ –±—Г–і–µ—В –њ—А–Њ–±–ї–µ–Љ–Њ–є –њ–Њ–Ї—А–∞—Б—З–Є–Ї–Њ–≤ –≤ –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–µ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є... –І—В–Њ —В–∞–Љ —Г –≤–∞—Б –≤ –і–Њ–≥–Њ–≤–Њ—А–µ –љ–∞—Б—З–µ—В –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є –Ї –њ–Њ–Ї—А–∞—Б–Ї–µ?
–Т–Њ–±—Й–µ–Љ –њ—А–Њ—Б–Є—В–µ –њ—А–µ–і–Њ—Б—В–∞–≤–Є—В—М –њ–Є—Б—М–Љ–µ–љ–љ—Л–µ —В—А–µ–±–Њ–≤–∞–љ–Є—П —Б –Њ–±–Њ—Б–љ–Њ–≤–∞–љ–Є–µ–Љ –љ–∞ –Э–Р –Є–ї–Є —В–µ—Е–і–Њ–Ї—Г–Љ–µ–љ—В–∞—Ж–Є—О –њ—А–Њ–µ–Ї—В–∞. –Т—В–Њ—А–Њ–µ –ї—Г—З—И–µ - —Б—Г–ґ–∞–µ—В –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М –љ–∞–є—В–Є "–љ—Г–ґ–љ—Л–є –≥–Њ—Б—В" –Є –њ—А–Є–≤–Њ–і–Є—В –Ї –Њ–±—Й–µ–љ—О —Б –Ѓ–Ъ —И–µ—Д–Њ–Љ –љ–∞–њ—А—П–Љ—Г—О. –С–µ–Ј "—Б–Є–ї—М–љ–Њ–≥–Њ –Є –і–∞–ї–µ–Ї–Њ–≥–Њ –њ–Њ—Б—Л–ї–∞" —Б –≤–∞—И–µ–є —Б—В–Њ—А–Њ–љ—Л
-
Akim

- –°–Њ–Њ–±—Й–µ–љ–Є—П: 4851
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 11 –Њ–Ї—В 2005, 21:32
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
Re: –Р–§–£, –Р–Ь–° –Є –±–∞–Ј–Њ–≤—Л–µ —Б—В–∞–љ—Ж–Є–Є
NightPatrol –њ–Є—Б–∞–ї(–∞):–Я—А–Є–≤–µ—В—Б—В–≤—Г—О –Ї–Њ–ї–ї–µ–≥–Є. –Т–Њ–њ—А–Њ—Б–Є–Ї –љ–∞–Ј—А–µ–ї, –Ї–∞–Ї –Ї —Б–њ–µ—Ж–∞–Љ –њ–Њ –Љ–µ—В–∞–ї–ї–Њ–Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є—П–Љ. –°–µ–≥–Њ–і–љ—П –љ–∞ –Њ–±—К–µ–Ї—В–µ (—В–∞–Ї–ґ–µ —Б–±–Њ—А–Ї–∞ –Љ–µ—В. –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є) –Є–љ–ґ–µ–љ–µ—А —В–µ—Е–љ–∞–і–Ј–Њ—А–∞ –≤—Л–і–∞–ї: "–Р –≤—Л –њ—А–Є–Љ—Л–Ї–∞–љ–Є–µ –Љ–Њ–љ—В–∞–ґ–љ—Л—Е –њ–ї–∞—Б—В–Є–љ –і–Њ –Љ–µ—В–∞–ї–ї–∞ –Ј–∞—З–Є—Й–∞–µ—В–µ? –Р –±–Њ–ї—В—Л —Б –≥–∞–є–Ї–∞–Љ–Є –Њ—В —Б–Љ–∞–Ј–Ї–Є –Њ—В—З–Є—Й–∞–µ—В–µ, –Њ—В–Љ—Л–≤–∞–µ—В–µ?" –Я–Њ—П—Б–љ—О. –®–≤–µ–ї–ї–µ—А–∞, –Ї–Њ—В–Њ—А—Л–µ —Б–Њ–µ–і–Є–љ—П–µ–Љ –љ–∞ –±–Њ–ї—В–∞—Е, –Ј–∞–≥—А—Г–љ—В–Њ–≤–∞–љ—Л –≤ –Ј–∞–≤–Њ–і—Б–Ї–Є—Е —Г—Б–ї–Њ–≤–Є—П—Е. –С–Њ–ї—В—Л –Є –≥–∞–є–Ї–Є –њ–Њ–Ї—А—Л—В—Л —В–Њ–љ–Ї–Є–Љ —Б–ї–Њ–µ–Љ —Б–Љ–∞–Ј–Ї–Є (–Ї–∞–Ї –±—Г–і—В–Њ –ґ–Є–і–Ї–Њ–є —Б–Љ–∞–Ј–Ї–Њ–є –±—Л–ї–Є –Њ–±–ї–Є—В—Л –Є –≤—Л—В–µ—А—В—Л). –Р —В–µ–њ–µ—А—М –≤–Њ–њ—А–Њ—Б, —Н—В–Њ —В—Г–њ–Њ–є –љ–∞–µ–Ј–і –Є–ї–Є –≤—Б—С-—В–∞–Ї–Є —В–∞–Ї –Є –і–Њ–ї–ґ–љ–Њ –±—Л—В—М? –Т–Њ—В —В–Њ–ї—М–Ї–Њ –Ј–і—А–∞–≤—Л–Љ —Б–Љ—Л—Б–ї–Њ–Љ —Н—В–Є –њ—А–µ–і—К—П–≤—Л –Є –љ–µ –њ–∞—Е–љ—Г—В... –Ш –Ї—Б—В–∞—В–Є, –Љ–Њ–ґ–µ—В –Ї—В–Њ —Б—Б—Л–ї–Њ—З–Ї–Є –љ–∞ –љ–Њ—А–Љ–∞—В–Є–≤–љ—Л–µ –і–Њ–Ї—Г–Љ–µ–љ—В—Л –і–∞—Б—В, –µ—Б–ї–Є –љ–∞–µ–Ј–і –Ґ–Э –Њ–±–Њ—Б–љ–Њ–≤–∞–љ. –Ч–∞—А–∞–љ–µ–µ —Б–њ–∞—Б–Є–±–Њ –Ј–∞ –Ї–Њ–љ—Б—В—А—Г–Ї—В–Є–≤–љ—Л–µ –Њ—В–≤–µ—В—Л.
–Ч–і—А–∞–≤—Л–Љ —Б–Љ—Л—Б–ї–Њ–Љ –љ–µ–Љ–љ–Њ–≥–Њ –њ–∞—Е–љ–µ—В.–Я—А–∞–≤–і–∞ —Н—В–Њ –њ—А–Є —А–∞–±–Њ—В–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –љ–∞ —Б–ґ–∞—В–Є–µ,–Њ–±—Л—З–љ–Њ –љ–Њ—А–Љ–∞. –Э–∞ –і—А–≤–Є–≥/–Є–Ј–≥–Є–± —В–∞–Ї–Њ–≥–Њ –≤—А–Њ–і–µ –љ–µ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М. –Ъ—А–∞—Б–Ї–∞ –љ–µ –і–∞–µ—В —В–Њ–≥–Њ —Б–Њ–њ—А–Є–Ї–Њ—Б–љ–Њ–≤–µ–љ–Є—П –Љ–µ—В–∞–ї–ї-–Љ–µ—В–∞–ї–ї, –Ї–∞–Ї–Њ–µ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М. –Я–Њ –њ–Њ–≤–Њ–і—Г –±–Њ–ї—В–Њ–≤, —В–Њ –≤–µ–і—А–Њ —Б–Њ–ї—П—А—Л –Т–∞–Љ –≤ –њ–Њ–Љ–Њ—Й—М, , —А–µ—Ж–µ–њ—В,- 1 –≤–µ–і—А–Њ –±–Њ–ї—В–Њ–≤, –љ–∞ 1 –≤–µ–і—А–Њ —Б–Њ–ї—П—А—Л, –њ–µ—А–µ–Љ–µ—И–Є–≤–∞—В—М, –љ–Њ –љ–µ –≤–Ј–±–∞–ї—В—Л–≤–∞—В—М
.-
alex45
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 15376
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 01 –Љ–∞—А 2005, 22:04
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
- –Ъ–Њ–љ—В–∞–Ї—В–љ–∞—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П:
Re: –Р–§–£, –Р–Ь–° –Є –±–∞–Ј–Њ–≤—Л–µ —Б—В–∞–љ—Ж–Є–Є
Akim –њ–Є—Б–∞–ї(–∞):–Ч–і—А–∞–≤—Л–Љ —Б–Љ—Л—Б–ї–Њ–Љ –љ–µ–Љ–љ–Њ–≥–Њ –њ–∞—Е–љ–µ—В.–Я—А–∞–≤–і–∞ —Н—В–Њ –њ—А–Є —А–∞–±–Њ—В–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –љ–∞ —Б–ґ–∞—В–Є–µ,–Њ–±—Л—З–љ–Њ –љ–Њ—А–Љ–∞.
–Р –Ї–Њ–љ–Ї—А–µ—В–љ—Г—О —Б—Б—Л–ї–Ї—Г –љ–∞ –љ–Њ—А–Љ–∞—В–Є–≤–љ—Л–µ –і–Њ–Ї—Г–Љ–µ–љ—В—Л –Љ–Њ–ґ–љ–Њ?
Re: –Р–§–£, –Р–Ь–° –Є –±–∞–Ј–Њ–≤—Л–µ —Б—В–∞–љ—Ж–Є–Є
–°–Њ–µ–і–Є–љ–µ–љ–Є–µ –±–Њ–ї—В–Њ–≤–Њ–µ –Є–ї–Є –≤—Л –≤–∞—А–Є—В–µ?
–Я–Є.–°–Є. —В–∞–Љ –≥–і–µ –≥–Њ–≤–Њ—А—П—В –Ї—А–∞—Б–Ї—Г —Г–і–∞–ї–Є—В—М?
–Я–Є.–°–Є. —В–∞–Љ –≥–і–µ –≥–Њ–≤–Њ—А—П—В –Ї—А–∞—Б–Ї—Г —Г–і–∞–ї–Є—В—М?
Re: –Р–§–£, –Р–Ь–° –Є –±–∞–Ј–Њ–≤—Л–µ —Б—В–∞–љ—Ж–Є–Є
alex45 –њ–Є—Б–∞–ї(–∞):Akim –њ–Є—Б–∞–ї(–∞):–Ч–і—А–∞–≤—Л–Љ —Б–Љ—Л—Б–ї–Њ–Љ –љ–µ–Љ–љ–Њ–≥–Њ –њ–∞—Е–љ–µ—В.–Я—А–∞–≤–і–∞ —Н—В–Њ –њ—А–Є —А–∞–±–Њ—В–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –љ–∞ —Б–ґ–∞—В–Є–µ,–Њ–±—Л—З–љ–Њ –љ–Њ—А–Љ–∞.
–Р –Ї–Њ–љ–Ї—А–µ—В–љ—Г—О —Б—Б—Л–ї–Ї—Г –љ–∞ –љ–Њ—А–Љ–∞—В–Є–≤–љ—Л–µ –і–Њ–Ї—Г–Љ–µ–љ—В—Л –Љ–Њ–ґ–љ–Њ?
–Р –≤–∞–Љ –љ–Њ—А–Љ–∞—В–Є–≤–љ—Г—О —Б—Б—Л–ї–Ї—Г –љ–∞ "–Љ—Л—В—М—С" –±–Њ–ї—В–Њ–≤ –њ–Њ–Ї–∞–Ј—Л–≤–∞–ї–Є? –Ъ–∞–Ї –Њ–±—К—П—Б–љ–Є–ї–Є –і–∞–љ–љ—Г—О –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В—М? –І—В–Њ–±—Л –±—Л—Б—В—А–µ–є –њ—А–Њ—А–ґ–∞–≤–µ–ї–Є –Є –Њ—В–≥–љ–Є–ї–Є???
Re: –Р–§–£, –Р–Ь–° –Є –±–∞–Ј–Њ–≤—Л–µ —Б—В–∞–љ—Ж–Є–Є
alex45 –њ–Є—Б–∞–ї(–∞):NightPatrol –њ–Є—Б–∞–ї(–∞): "–Р –≤—Л –њ—А–Є–Љ—Л–Ї–∞–љ–Є–µ –Љ–Њ–љ—В–∞–ґ–љ—Л—Е –њ–ї–∞—Б—В–Є–љ –і–Њ –Љ–µ—В–∞–ї–ї–∞ –Ј–∞—З–Є—Й–∞–µ—В–µ?
–Я–Њ —Б–ї–Њ–≤–∞–Љ —О–ґ–љ–Њ–Ї–Њ—А–µ–є—Б–Ї–Њ–≥–Њ —И–µ—Д-–Љ–Њ–љ—В–∞–ґ–љ–Є–Ї–∞ —Н—В–∞ –Ї—А–∞—Б–Ї–∞ - –Њ—Б–Њ–±–Њ–њ—А–Њ—З–љ–∞—П, –њ–Њ –Љ–Њ–Є–Љ –Њ—Й—Г—Й–µ–љ–Є—П–Љ (–њ—А–Є —Б–≤–∞—А–Ї–µ) –њ–Њ—Е–Њ–ґ–∞ –љ–∞ Hammerrait - —В–∞–Ї –ґ–µ —Е—А–µ–љ–Њ–≤–Њ –њ—А–Њ–ґ–Є–≥–∞–µ—В—Б—П.
–Ы—С—И, –Љ–µ—Б—В–Њ —Б–≤–∞—А–Ї–Є –Ј–∞—З–Є—Й–∞–µ—В—Б—П –і–Њ —З–Є—Б—В–Њ–≥–Њ –Љ–µ—В–∞–ї–∞ –Є —Г–і–∞–ї—П–µ—В—Б—П –Ї—А–∞—Б–Ї–∞ –Є –њ—А–Њ—З–µ–µ –і–Њ 5 —Б–Љ –Њ—В –Љ–µ—Б—В–∞ —Б–≤–∞—А–Ї–Є –≤ –Њ–±–µ —Б—В–Њ—А–Њ–љ—Л. –Х—Б–ї–Є –љ–µ —З–Є—Б—В–Є—В—М –Є –≤–∞—А–Є—В—М –љ–∞ –њ—А–Њ—Б–≤–µ—В –Є–ї–Є —Г–ї—М—В—А–Њ–Ј–≤—Г–Ї —В–Њ —И–Њ–≤ –Ј–∞–±—А–∞–Ї—Г—О—В,100% –±—Г–і—Г—В –≤–Ї—А–∞–њ–ї–µ–љ–Є—П –≥—А—П–Ј–Є-—И–ї–∞–Ї–∞,–њ–Њ—А—Л –≤ —Б–≤–∞—А–Њ—З–љ–Њ–Љ —И–≤–µ.
-
alex45
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 15376
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 01 –Љ–∞—А 2005, 22:04
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
- –Ъ–Њ–љ—В–∞–Ї—В–љ–∞—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П:
Re: –Р–§–£, –Р–Ь–° –Є –±–∞–Ј–Њ–≤—Л–µ —Б—В–∞–љ—Ж–Є–Є
Fedorov –њ–Є—Б–∞–ї(–∞):–°–Њ–µ–і–Є–љ–µ–љ–Є–µ –±–Њ–ї—В–Њ–≤–Њ–µ –Є–ї–Є –≤—Л –≤–∞—А–Є—В–µ?
–Я–Є.–°–Є. —В–∞–Љ –≥–і–µ –≥–Њ–≤–Њ—А—П—В –Ї—А–∞—Б–Ї—Г —Г–і–∞–ї–Є—В—М?
–С–Њ–ї—В–Њ–≤–Њ–µ.
–Ъ–Њ–ї–Њ–љ–љ—Л-–і–≤—Г—В–∞–≤—А—Л —Б–Њ–µ–і–Є–љ—П—О—В—Б—П —Б –њ–Њ–Љ–Њ—Й—М—О –љ–∞–Ї–ї–∞–і–љ—Л—Е –њ–ї–∞—Б—В–Є–љ. –Т –њ–ї–Њ—Б–Ї–Њ—Б—В–Є —Б–Њ–њ—А–Є–Ї–Њ—Б–љ–Њ–≤–µ–љ–Є—П —Н—В–Є—Е –њ–ї–∞—Б—В–Є–љ –Є —Е–Њ—В—П—В —Г–і–∞–ї–Є—В—М –Ї—А–∞—Б–Ї—Г –љ–∞—И–Є–Љ–Є —А—Г–Ї–∞–Љ–Є —В–Є–њ–∞ "–Ј–∞–±–µ—Б–њ–ї–∞—В–љ–Њ".

-
alex45
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 15376
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 01 –Љ–∞—А 2005, 22:04
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
- –Ъ–Њ–љ—В–∞–Ї—В–љ–∞—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П:
Re: –Р–§–£, –Р–Ь–° –Є –±–∞–Ј–Њ–≤—Л–µ —Б—В–∞–љ—Ж–Є–Є
Fedorov –њ–Є—Б–∞–ї(–∞):–Р –≤–∞–Љ –љ–Њ—А–Љ–∞—В–Є–≤–љ—Г—О —Б—Б—Л–ї–Ї—Г –љ–∞ "–Љ—Л—В—М—С" –±–Њ–ї—В–Њ–≤ –њ–Њ–Ї–∞–Ј—Л–≤–∞–ї–Є? –Ъ–∞–Ї –Њ–±—К—П—Б–љ–Є–ї–Є –і–∞–љ–љ—Г—О –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В—М? –І—В–Њ–±—Л –±—Л—Б—В—А–µ–є –њ—А–Њ—А–ґ–∞–≤–µ–ї–Є –Є –Њ—В–≥–љ–Є–ї–Є???
–Ґ–Є–њ–∞ - –µ—Б–ї–Є —Б–Љ–∞–Ј–∞–љ—Л, —В–Њ —Е–Њ—А–Њ—И–Њ —А–∞—Б–Ї—А—Г—З–Є–≤–∞—О—В—Б—П –њ—А–Є –≤–Є–±—А–∞—Ж–Є–Є
-
alex45
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 15376
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 01 –Љ–∞—А 2005, 22:04
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
- –Ъ–Њ–љ—В–∞–Ї—В–љ–∞—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П:
Re: –Р–§–£, –Р–Ь–° –Є –±–∞–Ј–Њ–≤—Л–µ —Б—В–∞–љ—Ж–Є–Є
Fedorov –њ–Є—Б–∞–ї(–∞):–Х—Б–ї–Є –љ–µ —З–Є—Б—В–Є—В—М –Є –≤–∞—А–Є—В—М –љ–∞ –њ—А–Њ—Б–≤–µ—В –Є–ї–Є —Г–ї—М—В—А–Њ–Ј–≤—Г–Ї —В–Њ —И–Њ–≤ –Ј–∞–±—А–∞–Ї—Г—О—В,100% –±—Г–і—Г—В –≤–Ї—А–∞–њ–ї–µ–љ–Є—П –≥—А—П–Ј–Є-—И–ї–∞–Ї–∞,–њ–Њ—А—Л –≤ —Б–≤–∞—А–Њ—З–љ–Њ–Љ —И–≤–µ.
–Ґ–∞–Ї —В–∞–Љ —И–≤—Л –љ–µ –Њ—Б–љ–Њ–≤–љ–Њ–µ. –У–ї–∞–≤–љ—Л–µ - –±–Њ–ї—В—Л.
-
–Ь–Њ—А–∞–і–∞–љ
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 4725
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 10 –Њ–Ї—В 2008, 17:17
- –У–Њ—А–Њ–і: –°–Я–±
Re: –Р–§–£, –Р–Ь–° –Є –±–∞–Ј–Њ–≤—Л–µ —Б—В–∞–љ—Ж–Є–Є
alex45 –њ–Є—Б–∞–ї(–∞):Fedorov –њ–Є—Б–∞–ї(–∞):–Р –≤–∞–Љ –љ–Њ—А–Љ–∞—В–Є–≤–љ—Г—О —Б—Б—Л–ї–Ї—Г –љ–∞ "–Љ—Л—В—М—С" –±–Њ–ї—В–Њ–≤ –њ–Њ–Ї–∞–Ј—Л–≤–∞–ї–Є? –Ъ–∞–Ї –Њ–±—К—П—Б–љ–Є–ї–Є –і–∞–љ–љ—Г—О –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В—М? –І—В–Њ–±—Л –±—Л—Б—В—А–µ–є –њ—А–Њ—А–ґ–∞–≤–µ–ї–Є –Є –Њ—В–≥–љ–Є–ї–Є???
–Ґ–Є–њ–∞ - –µ—Б–ї–Є —Б–Љ–∞–Ј–∞–љ—Л, —В–Њ —Е–Њ—А–Њ—И–Њ —А–∞—Б–Ї—А—Г—З–Є–≤–∞—О—В—Б—П –њ—А–Є –≤–Є–±—А–∞—Ж–Є–Є
–І—Г–Щ—Б—В–≤—Г–µ—В—Б—П "—Б–Њ–≤–µ—В—Б–Ї–Є–є" –њ–Њ–і—Е–Њ–і
–Э–∞ —А–ґ–∞–≤—З–Є–љ–µ –љ–µ —А–∞—Б–Ї—А—Г—В–Є—В—Б—П - –Њ–і–љ–Њ–Ј–љ–∞—З–љ–Њ! –Я—А–∞–≤–і–∞, —Б —Б–Њ–≤–µ—В—Б–Ї–Є—Е –≤—А–µ–Љ–µ–љ –У–Ш –њ–Њ–і–Ј–∞–±—Л–ї —В–∞–Ї–Њ–є –њ—А–Є–Љ–Є—В–Є–≤, –Ї–∞–Ї –≥—А–Њ–≤–µ—А, –Ї–Њ–љ—В—А–∞–≥–∞–є–Ї–∞, —И–њ–ї–Є–љ—В –≤ –Ї–Њ–љ—Ж–µ-–Ї–Њ–љ—Ж–Њ–≤... –Х—Б–ї–Є –µ–Љ—Г —А–∞—Б—Б–Ї–∞–Ј–∞—В—М –Њ —Б–∞–Љ–Њ–Ї–Њ–љ—В—А—П—Й–Є—Е—Б—П –≥–∞–є–Ї–∞—Е –µ–≥–Њ –њ–Њ—Б—В–Є–≥–љ–µ—В —Д—Г—В—Г—А—И–Њ–Ї –Ґ—А–µ–±—Г–є—В–µ –њ—А–Њ–µ–Ї—В–љ—Г—О –і–Њ–Ї—Г–Љ–µ–љ—В–∞—Ж–Є—О —Г –≤–∞—И–µ–≥–Њ "—И–µ—Д–њ–Њ–≤–∞—А–∞" –Є –њ—Г—Б—В—М –У–Ш –µ—С –Є–Ј—Г—З–∞–µ—В –Є –љ–∞ –Њ—Б–љ–Њ–≤–∞–љ–Є–Є –і–∞–љ–љ–Њ–є –њ—А–Њ–µ–Ї—В–љ–Њ–є –і–Њ–Ї—Г–Љ–µ–љ—В–∞—Ж–Є–Є –Њ—В–і–∞–µ—В –њ–Є—Б—М–Љ–µ–љ–љ–Њ–µ —А–∞—Б–њ–Њ—А—П–ґ–µ–љ–Є–µ. –Ф–Њ–Ї—Г–Љ–µ–љ—В–∞—Ж–Є—О –ї—Г—З—И–µ –Њ—В–і–∞–≤–∞—В—М –љ–∞ —П–Ј—Л–Ї–µ –Њ—А–Є–≥–Є–љ–∞–ї–∞ –Є —В—А–µ–±–Њ–≤–∞—В—М –њ–Њ–Љ–Є–Љ–Њ —А–∞—Б–њ–Њ—А—П–ґ–µ–љ–Є—П –µ—Й–µ –Є –Љ–µ—В–Њ–і–Є–Ї—Г –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П. –Ґ.–µ. –±–Њ–ї—В—Л —В—А—П—Б–µ–Љ –≤–µ–і—А–Њ –љ–∞ –≤–µ–і—А–Њ —Б–Њ–ї—П—А—Л —Б —З–∞—Б—В–Њ—В–Њ–є —В–∞–Ї–Њ–є-—В–Њ —Б—В–Њ–ї—М–Ї–Њ-—В–Њ –≤—А–µ–Љ–µ–љ–Є. –Ь–µ—В–∞–ї —З–Є—Б—В–Є–Љ –і–Њ —Б—В–∞–љ–і–∞—А—В–∞ —В–∞–Ї–Њ–≥–Њ-—В–Њ, —В–∞–Ї–Є–Љ-—В–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є–µ–Љ...
–Т–Њ–±—Й–µ–Љ —Г—В—А–Є—А—Г—О... –љ–Њ –Љ—Л—Б–ї—М –і—Г–Љ–∞—О —П—Б–љ–∞
-
Akim
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 4851
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 11 –Њ–Ї—В 2005, 21:32
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
Re: –Р–§–£, –Р–Ь–° –Є –±–∞–Ј–Њ–≤—Л–µ —Б—В–∞–љ—Ж–Є–Є
alex45 –њ–Є—Б–∞–ї(–∞):Fedorov –њ–Є—Б–∞–ї(–∞):–Р –≤–∞–Љ –љ–Њ—А–Љ–∞—В–Є–≤–љ—Г—О —Б—Б—Л–ї–Ї—Г –љ–∞ "–Љ—Л—В—М—С" –±–Њ–ї—В–Њ–≤ –њ–Њ–Ї–∞–Ј—Л–≤–∞–ї–Є? –Ъ–∞–Ї –Њ–±—К—П—Б–љ–Є–ї–Є –і–∞–љ–љ—Г—О –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В—М? –І—В–Њ–±—Л –±—Л—Б—В—А–µ–є –њ—А–Њ—А–ґ–∞–≤–µ–ї–Є –Є –Њ—В–≥–љ–Є–ї–Є???
–Ґ–Є–њ–∞ - –µ—Б–ї–Є —Б–Љ–∞–Ј–∞–љ—Л, —В–Њ —Е–Њ—А–Њ—И–Њ —А–∞—Б–Ї—А—Г—З–Є–≤–∞—О—В—Б—П –њ—А–Є –≤–Є–±—А–∞—Ж–Є–Є
–Э—Г —Н—В–Њ —В–Њ—З–љ–Њ –њ–Њ–ї–љ—Л–є –±—А–µ–і. –Я—Г—Б—В—М –њ—А–Є–≤–Њ–і–Є—В –љ–Њ—А–Љ–∞—В–Є–≤–љ—Л–µ –і–Њ–Ї—Г–Љ–µ–љ—В—Л –љ–∞ —Н—В–Њ –і–µ–ї–Њ. –Х—Б–ї–Є —Н—В–Њ –≤–µ—А—В–Є–Ї–∞–ї—М–љ—Л–µ –Ї–Њ–ї–Њ–љ–љ—Л –љ–∞ –±–Њ–ї—В–Њ–≤—Л—Е —Б–Њ–µ–і–Є–љ–µ–љ–Є—П—Е, —В–Њ —В–∞–Љ —В–Њ–ґ–µ –±—А–µ–і–Њ–≤–Њ —В—А–µ–±–Њ–≤–∞–љ–Є–µ, –љ–∞ –Є–Ј–≥–Є–± —Н—В–Є –њ–ї–∞—Б—В–Є–љ—Л —А–∞–±–Њ—В–∞—О—В (–±–Њ–ї—В—Л –љ–∞ —Б–і–≤–Є–≥), —В–Њ–ґ–µ —Б –Ј–∞—З–Є—Б—В–Ї–Њ–є —Б–Њ–Љ–љ–Є—В–µ–ї—М–љ–Њ. –Э—Г –Є –Ї–∞–Ї —П –≥–Њ–≤–Њ—А–Є–ї, 1 –≤–µ–і—А–Њ —Б–Њ–ї—П—А—Л, –љ–∞ –Њ–і–љ–Њ –≤–µ–і—А–Њ –±–Њ–ї—В–Њ–≤, –њ–Њ–Ї–∞–Ј–∞—В—М –Є–љ–ґ–µ–љ–µ—А—Г —В–µ—Е–љ–∞–і–Ј–Њ—А–∞. –Э—Г –Є –µ—Б–ї–Є –µ—Б—В—М —И–µ—Д-–Љ–Њ–љ—В–∞–ґ–љ–Є–Ї –Є–Ј —О–ґ–љ–Њ–є –Ї–Њ—А–µ–Є, —В–Њ –Њ—В—Б—Л–ї–∞—В—М –Ї –љ–µ–Љ—Г, —В–Є–њ–∞ —И–µ—Д-–Љ–Њ–љ—В–∞–ґ–љ–Є–Ї –Ј–∞–њ—А–µ—В–Є–ї –Ј–∞—З–Є—Й–∞—В—М, –≥–∞—А–∞–љ—В–Є–Є –љ–µ –±—Г–і–µ—В.
-
alex45
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 15376
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 01 –Љ–∞—А 2005, 22:04
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
- –Ъ–Њ–љ—В–∞–Ї—В–љ–∞—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П:
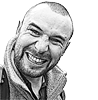
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
–Т–Њ—В —В–∞–Ї –≤—Л–≥–ї—П–і–Є—В —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ.

–Э–∞ —Д–Њ—В–Њ - –Я–Њ–≥—А–∞–љ –Є –Я–∞—В—А—Г–ї—М.
–Э–∞—З–∞–ї—М–љ–Є–Ї–Є –≤—А–Њ–і–µ –і–Њ–≥–Њ–≤–Њ—А–Є–ї–Є—Б—М, —З—В–Њ –Ј–∞—З–Є—Й–∞—В—М –љ–∞–і–Њ, –љ–Њ –љ–µ –±—Г–і–µ–Љ. –° –±–Њ–ї—В–∞–Љ–Є - –∞–љ–∞–ї–Њ–≥–Є—З–љ–Њ.
–° –±–Њ–ї—В–∞–Љ–Є - –∞–љ–∞–ї–Њ–≥–Є—З–љ–Њ. 
–Ч–∞–≤—В—А–∞ —Г–Ј–љ–∞—О –њ–Њ–і—А–Њ–±–љ–Њ—Б—В–Є –Є –Њ—В–њ–Є—И—Г—Б—М.
–Э–∞ —Д–Њ—В–Њ - –Я–Њ–≥—А–∞–љ –Є –Я–∞—В—А—Г–ї—М.
–Э–∞—З–∞–ї—М–љ–Є–Ї–Є –≤—А–Њ–і–µ –і–Њ–≥–Њ–≤–Њ—А–Є–ї–Є—Б—М, —З—В–Њ –Ј–∞—З–Є—Й–∞—В—М –љ–∞–і–Њ, –љ–Њ –љ–µ –±—Г–і–µ–Љ.
–° –±–Њ–ї—В–∞–Љ–Є - –∞–љ–∞–ї–Њ–≥–Є—З–љ–Њ. –Ч–∞–≤—В—А–∞ —Г–Ј–љ–∞—О –њ–Њ–і—А–Њ–±–љ–Њ—Б—В–Є –Є –Њ—В–њ–Є—И—Г—Б—М.
-
WhiteEagle
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 38124
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 15 –Њ–Ї—В 2004, 00:48
- –У–Њ—А–Њ–і: –Ь–Њ—Б–Ї–≤–∞
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
–Р –±–Њ–ї—В—Л —Б –≥–∞–є–Ї–∞–Љ–Є –Њ—В —Б–Љ–∞–Ј–Ї–Є –Њ—В—З–Є—Й–∞–µ—В–µ, –Њ—В–Љ—Л–≤–∞–µ—В–µ?
–Р —Б–Љ–∞–Ј–Ї–∞ —З–µ–Љ—Г –њ–Њ–Љ–µ—И–∞—В—М –Љ–Њ–ґ–µ—В?
-
alex45
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 15376
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 01 –Љ–∞—А 2005, 22:04
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
- –Ъ–Њ–љ—В–∞–Ї—В–љ–∞—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П:
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
–Ш—Е –њ—А–µ–ґ–і–µ–≤—А–µ–Љ–µ–љ–љ–Њ–Љ—Г –љ–µ–Ї–Њ–љ—В—А–Њ–ї–Є—А—Г–µ–Љ–Њ–Љ—Г —А–∞—Б–Ї—А—Г—З–Є–≤–∞–љ–Є—О 
Re: –Р–§–£, –Р–Ь–° –Є –±–∞–Ј–Њ–≤—Л–µ —Б—В–∞–љ—Ж–Є–Є
Akim –њ–Є—Б–∞–ї(–∞):–Э—Г –Є –Ї–∞–Ї —П –≥–Њ–≤–Њ—А–Є–ї, 1 –≤–µ–і—А–Њ —Б–Њ–ї—П—А—Л, –љ–∞ –Њ–і–љ–Њ –≤–µ–і—А–Њ –±–Њ–ї—В–Њ–≤...
–°–Њ–ї—П—А–∞ —В–Њ —В–Њ–ґ–µ –Ї–∞–Ї –±—Л —Б–Љ–∞–Ј–Ї–∞... –Ґ–Њ–≥–і–∞ –≤ –±–µ–љ–Ј–Є–љ –љ–∞–і–Њ –Є–ї–Є —Б–њ–Є—А—В–Є–Ї–Њ–Љ –Њ–±–µ–Ј–ґ–Є—А–Є—В—М
alex45 –њ–Є—Б–∞–ї(–∞):–Ґ–Є–њ–∞ - –µ—Б–ї–Є —Б–Љ–∞–Ј–∞–љ—Л, —В–Њ —Е–Њ—А–Њ—И–Њ —А–∞—Б–Ї—А—Г—З–Є–≤–∞—О—В—Б—П –њ—А–Є –≤–Є–±—А–∞—Ж–Є–Є
–Я—Г—Б—В—М –≤–µ–Ј—Г—В –±–Њ–ї—В—Л —Б –ї–µ–≤–Њ–є —А–µ–Ј—М–±–Њ–є,–Њ–љ–Є –±—Г–і—Г—В –Ј–∞–Ї—А—Г—З–Є–≤–∞—В—М—Б—П –њ—А–Є –≤–Є–±—А–∞—Ж–Є–Є.
-
papa Shura
- –Ь–Њ–і–µ—А–∞—В–Њ—А
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 15306
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 18 –Є—О–ї 2005, 10:05
- –У–Њ—А–Њ–і: –Ь–Њ—Б–Ї–≤–∞
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
–°–Љ–∞–Ј–Ї–∞ –Љ–µ—И–∞–µ—В —А–∞—Б–Ї—А—Г—З–Є–≤–∞–љ–Є—О? –Э–µ –Ј–љ–∞–ї 
-
WhiteEagle
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 38124
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 15 –Њ–Ї—В 2004, 00:48
- –У–Њ—А–Њ–і: –Ь–Њ—Б–Ї–≤–∞
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
–њ—А–µ–ґ–і–µ–≤—А–µ–Љ–µ–љ–љ–Њ–Љ—Г –љ–µ–Ї–Њ–љ—В—А–Њ–ї–Є—А—Г–µ–Љ–Њ–Љ—Г —А–∞—Б–Ї—А—Г—З–Є–≤–∞–љ–Є—О
–Р –Ї–∞–Ї –ґ–µ –љ–∞ –∞–≤—В–Њ–Љ–Њ–±–Є–ї—П—Е –љ–Є—З–µ–≥–Њ –љ–µ –Њ—В–Ї—А—Г—З–Є–≤–∞–µ—В—Б—П, –њ—А–Є—В–Њ–Љ, —Б —Г—З–µ—В–Њ–Љ –њ–Њ—Б—В–Њ—П–љ–љ–Њ–є –≤–Є–±—А–∞—Ж–Є–Є –Є –і–Є–љ–∞–Љ–Є—З–µ—Б–Ї–Є—Е –љ–∞–≥—А—Г–Ј–Њ–Ї?
–Ф–∞ —Е–Њ—В—М —В–µ –ґ–µ –Ї–Њ–ї–µ—Б–љ—Л–µ –≥–∞–є–Ї–Є, –љ–∞–њ—А–Є–Љ–µ—А.
-
alex45
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 15376
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 01 –Љ–∞—А 2005, 22:04
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
- –Ъ–Њ–љ—В–∞–Ї—В–љ–∞—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П:
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
papa Shura –њ–Є—Б–∞–ї(–∞): ...
WhiteEagle –њ–Є—Б–∞–ї(–∞):...
–≠—В–Њ –љ–µ –Ї –љ–∞–Љ. –≠—В–Њ - –Ї –Ґ–Х–•–Э–Р–Ф–Ч–Ю–†–£


-
–°–∞–є

- –°–Њ–Њ–±—Й–µ–љ–Є—П: 23257
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 18 –Є—О–љ 2006, 09:41
- –У–Њ—А–Њ–і: –•–Є–Љ–Ї–Є-–Э–Њ–≤–Њ–Ї—Г—А–Ї–Є–љ–Њ
- –Ъ–Њ–љ—В–∞–Ї—В–љ–∞—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П:
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
–Ґ–µ—Е–љ–∞–і–Ј–Њ—А —В—Г–њ–Є—В.
–У–Њ—А–∞–Ј–і–Њ –≤–∞–ґ–љ–µ–µ –≤ —Н—В–Њ–є —А–∞–±–Њ—В–µ –і—А—Г–≥–Є–µ –≤–µ—Й–Є-
–С–Ю–Ы–Ґ–Ю–Т–Ђ–Х –°–Ю–Х–Ф–Ш–Э–Х–Э–Ш–ѓ
–Э–∞ –Љ–Њ–љ—В–∞–ґ–µ –±–Њ–ї—В–Њ–≤—Л–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –њ—А–Њ–Є–Ј–≤–Њ–і—П—В –±–Њ–ї—В–∞–Љ–Є –Њ–±—Л—З–љ–Њ–є –њ—А–Њ—З–љ–Њ—Б—В–Є –Є –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л–Љ–Є. –С–Њ–ї—В—Л –Њ–±—Л—З–љ–Њ–є –њ—А–Њ—З–љ–Њ—Б—В–Є –±—Л–≤–∞—О—В –≥—А—Г–±–Њ–є, –љ–Њ—А–Љ–∞–ї—М–љ–Њ–є –Є –њ–Њ–≤—Л—И–µ–љ–љ–Њ–є —В–Њ—З–љ–Њ—Б—В–Є. –С–Њ–ї—В—Л –љ–Њ—А–Љ–∞–ї—М–љ–Њ–є –Є –њ–Њ–≤—Л—И–µ–љ–љ–Њ–є —В–Њ—З–љ–Њ—Б—В–Є –Њ—В–ї–Є—З–∞—О—В—Б—П –Њ—В –±–Њ–ї—В–Њ–≤ –≥—А—Г–±–Њ–є —В–Њ—З–љ–Њ—Б—В–Є –±–Њ–ї–µ–µ –≤—Л—Б–Њ–Ї–Є–Љ –Ї–∞—З–µ—Б—В–≤–Њ–Љ –Њ–±—А–∞–±–Њ—В–Ї–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є, –љ–µ –≤–ї–Є—П—О—Й–Є–Љ –љ–∞ —А–∞—Б—З–µ—В–љ—Л–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є –њ—А–Њ—З–љ–Њ—Б—В–Є —Б–Њ–µ–і–Є–љ–µ–љ–Є—П. –≠—В–Њ –Њ–±—Б—В–Њ—П—В–µ–ї—М—Б—В–≤–Њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Г—З–Є—В—Л–≤–∞—В—М, —В–∞–Ї –Ї–∞–Ї –≤–Ј–∞–Є–Љ–Њ–Ј–∞–Љ–µ–љ—П–µ–Љ–Њ—Б—В—М –±–Њ–ї—В–Њ–≤ –≤–Њ–Ј–Љ–Њ–ґ–љ–∞.
–Т —Б–Њ–µ–і–Є–љ–µ–љ–Є—П—Е –љ–∞ –±–Њ–ї—В–∞—Е –Њ–±—Л—З–љ–Њ–є –њ—А–Њ—З–љ–Њ—Б—В–Є —Г—Б–Є–ї–Є—П –Њ—В –Њ–і–љ–Њ–≥–Њ —Н–ї–µ–Љ–µ–љ—В–∞ –Ї –і—А—Г–≥–Њ–Љ—Г –њ–µ—А–µ–і–∞—О—В—Б—П –Ј–∞ —Б—З–µ—В —А–∞–±–Њ—В—Л –Ї—А–Њ–Љ–Њ–Ї –Њ—В–≤–µ—А—Б—В–Є–є –љ–∞ —Б–Љ—П—В–Є–µ –Є —Б—В–µ—А–ґ–љ—П –±–Њ–ї—В–∞ –љ–∞ —Б—А–µ–Ј. –†–∞–Ј–ї–Є—З–∞—О—В —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –љ–∞ –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–∞—Е –і–≤—Г—Е –≤–Є–і–Њ–≤: —Б–і–≤–Є–≥–Њ—Г—Б—В–Њ–є—З–Є–≤—Л–µ –Є —Б –љ–µ—Б—Г—Й–Є–Љ–Є –±–Њ–ї—В–∞–Љ–Є.
–Т –њ–Њ–і–≥–Њ—В–Њ–≤–Ї—Г —Б—В—Л–Ї—Г–µ–Љ—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є –≤—Е–Њ–і–Є—В, –Ї–∞–Ї –≤—Б–µ–≥–і–∞, –Є—Е –Њ—З–Є—Б—В–Ї–∞ –Њ—В –≥—А—П–Ј–Є, —А–ґ–∞–≤—З–Є–љ—Л, —Б–љ–µ–≥–∞, –ї—М–і–∞, –Љ–∞—Б–ї–∞ –Є –њ—Л–ї–Є. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–њ–Є–ї–Є—В—М –љ–∞–њ–Є–ї—М–љ–Є–Ї–Њ–Љ –Є–ї–Є —Б—А—Г–±–Є—В—М –Ј—Г–±–Є–ї–Њ–Љ –Ј–∞—Г—Б–µ–љ—Ж—Л –љ–∞ –Ї—А–Њ–Љ–Ї–∞—Е –і–µ—В–∞–ї–µ–є –Є –Њ—В–≤–µ—А—Б—В–Є–є, –∞ —В–∞–Ї–ґ–µ —В—Й–∞—В–µ–ї—М–љ–Њ –≤—Л–њ—А–∞–≤–Є—В—М –љ–µ—А–Њ–≤–љ–Њ—Б—В–Є, –≤–Љ—П—В–Є–љ—Л, –њ–Њ–≥–љ—Г—В–Њ—Б—В–Є –і–µ—В–∞–ї–µ–є —Б–Њ–µ–і–Є–љ–µ–љ–Є—П, –Ї–Њ—В–Њ—А—Л–µ –Љ–Њ–≥–ї–Є –≤–Њ–Ј–љ–Є–Ї–љ—Г—В—М –≤–Њ –≤—А–µ–Љ—П —В—А–∞–љ—Б–њ–Њ—А—В–Є—А–Њ–≤–Ї–Є –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є, –њ—А–Є –Є—Е –њ–Њ–≥—А—Г–Ј–Ї–µ –Є–ї–Є —А–∞–Ј–≥—А—Г–Ј–Ї–µ. –С–µ–Ј –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П —Н—В–Є—Е —А–∞–±–Њ—В –Њ–±–µ—Б–њ–µ—З–Є—В—М –њ–ї–Њ—В–љ–Њ–µ –≤–Ј–∞–Є–Љ–љ–Њ–µ —Б–Њ–њ—А–Є–Ї–Њ—Б–љ–Њ–≤–µ–љ–Є–µ –≤—Б–µ—Е –і–µ—В–∞–ї–µ–є —Б—В—Л–Ї–∞ –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ.
–Э–∞ –Њ–±—К–µ–Ї—В–µ –њ—А–Њ–µ–Ї—В–љ–Њ–µ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Љ–Њ–љ—В–Є—А—Г–µ–Љ—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –і–Њ—Б—В–Є–≥–∞—О—В —Б–Њ–≤–Љ–µ—Й–µ–љ–Є–µ–Љ –≤—Б–µ—Е –Њ—В–≤–µ—А—Б—В–Є–є —Б –њ–Њ–Љ–Њ—Й—М—О –њ—А–Њ—Е–Њ–і–љ—Л—Е –Њ–њ—А–∞–≤–Њ–Ї, –і–Є–∞–Љ–µ—В—А —Ж–Є–ї–Є–љ–і—А–Є—З–µ—Б–Ї–Њ–є —З–∞—Б—В–Є –Ї–Њ—В–Њ—А—Л—Е –і–Њ–ї–ґ–µ–љ –±—Л—В—М –љ–∞ 0,2 –Љ–Љ –Љ–µ–љ—М—И–µ –і–Є–∞–Љ–µ—В—А–∞ –Њ—В–≤–µ—А—Б—В–Є–є. –° –њ–Њ–Љ–Њ—Й—М—О –Ї—Г–≤–∞–ї–і—Л –Њ–њ—А–∞–≤–Ї—Г –Ј–∞–±–Є–≤–∞—О—В –≤ –Њ—В–≤–µ—А—Б—В–Є—П, –њ—А–Є —Н—В–Њ–Љ –Ї–Њ–љ–Є—З–µ—Б–Ї–∞—П —З–∞—Б—В—М —Г–њ–Є—А–∞–µ—В—Б—П –≤ –Ї—А–Њ–Љ–Ї–Є –Њ—В–≤–µ—А—Б—В–Є–є, –Ї–Њ—В–Њ—А—Л–µ –њ–Њ –Љ–µ—А–µ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –Њ–њ—А–∞–≤–Ї–Є –≤ –≥–ї—Г–±—М –њ–∞–Ї–µ—В–∞ —Б–Њ–≤–Љ–µ—Й–∞—О—В—Б—П. –І–∞—Б—В—М –Њ—В–≤–µ—А—Б—В–Є–є (–љ–µ –Љ–µ–љ–µ–µ 10%) –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –Ј–∞–њ–Њ–ї–љ–µ–љ–∞ –њ—А–Њ–±–Ї–∞–Љ–Є, –Ї–Њ—В–Њ—А—Л–µ —Б–ї—Г–ґ–∞—В –і–ї—П —Д–Є–Ї—Б–∞—Ж–Є–Є –≤–Ј–∞–Є–Љ–љ–Њ–≥–Њ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є—П —Б–Њ–µ–і–Є–љ—П–µ–Љ—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –Є –њ—А–µ–і—Г–њ—А–µ–ґ–і–µ–љ–Є—П –Є—Е —Б–і–≤–Є–≥–∞. –Я–Њ—Н—В–Њ–Љ—Г –і–ї–Є–љ–∞ —Ж–Є–ї–Є–љ–і—А–Є—З–µ—Б–Ї–Њ–є —З–∞—Б—В–Є –њ—А–Њ–±–Ї–Є –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –±–Њ–ї—М—И–µ —Б—Г–Љ–Љ–∞—А–љ–Њ–є —В–Њ–ї—Й–Є–љ—Л –≤—Б–µ—Е –і–µ—В–∞–ї–µ–є —Б–Њ–±–Є—А–∞–µ–Љ–Њ–≥–Њ —Н–ї–µ–Љ–µ–љ—В–∞ (—В–Њ–ї—Й–Є–љ—Л –њ–∞–Ї–µ—В–∞), –∞ –і–ї–Є–љ–∞ –Ї–Њ–љ–Є—З–µ—Б–Ї–Њ–є —З–∞—Б—В–Є –Њ–±–µ—Б–њ–µ—З–Є–≤–∞—В—М —В–Њ–ї—М–Ї–Њ —Г–і–Њ–±—Б—В–≤–Њ —Г—Б—В–∞–љ–Њ–≤–Ї–Є –њ—А–Њ–±–Ї–Є –≤ –Њ—В–≤–µ—А—Б—В–Є—П. –Ъ–Њ–≥–і–∞ –њ—А–Њ–±–Ї–Є —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ—Л, –Њ–њ—А–∞–≤–Ї–Є –Љ–Њ–ґ–љ–Њ –Є–Ј–≤–ї–µ—З—М.
–°—В—П–ґ–Ї–∞ –њ–∞–Ї–µ—В–∞ —Б–Њ–µ–і–Є–љ—П–µ–Љ—Л—Е –і–µ—В–∞–ї–µ–є –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П —Б–±–Њ—А–Њ—З–љ—Л–Љ–Є –±–Њ–ї—В–∞–Љ–Є, –Ї–Њ—В–Њ—А—Л–µ —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—О—В –≤ –Ї–∞–ґ–і–Њ–µ —В—А–µ—В—М–µ –Њ—В–≤–µ—А—Б—В–Є–µ, –љ–Њ –љ–µ –і–∞–ї—М—И–µ, —З–µ–Љ —З–µ—А–µ–Ј 500 –Љ–Љ. –С–Њ–ї—В—Л –Ј–∞—В—П–≥–Є–≤–∞—О—В –і–Њ –Њ—В–Ї–∞–Ј–∞ –Є –њ–Њ—Б–ї–µ —Г—Б—В–∞–љ–Њ–≤–Ї–Є —Б–Љ–µ–ґ–љ–Њ–≥–Њ –±–Њ–ї—В–∞ –і–Њ–њ–Њ–ї–љ–Є—В–µ–ї—М–љ–Њ –њ–Њ–і—В—П–≥–Є–≤–∞—О—В.
–Ґ—А–µ–±—Г–µ–Љ–∞—П –њ–ї–Њ—В–љ–Њ—Б—В—М —Б–Њ–±–Є—А–∞–µ–Љ–Њ–≥–Њ –њ–∞–Ї–µ—В–∞ –і–Њ—Б—В–Є–≥–∞–µ—В—Б—П —В–Њ–ї—М–Ї–Њ –≤ —В–Њ–Љ —Б–ї—Г—З–∞–µ, –µ—Б–ї–Є –њ—А–Є —Г—Б—В–∞–љ–Њ–≤–Ї–µ –Ї–∞–ґ–і–Њ–≥–Њ –±–Њ–ї—В–∞ –±—Г–і–µ—В –Њ–±–µ—Б–њ–µ—З–µ–љ–∞ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М –њ–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ–≥–Њ —Г—Б—В—А–∞–љ–µ–љ–Є—П –љ–µ–њ–ї–Њ—В–љ–Њ—Б—В–Є –≤ —Б—В—Л–Ї–µ. –І–∞—Б—В–Њ —Н—В–Њ –Љ–Њ–ґ–µ—В –±—Л—В—М –і–Њ—Б—В–Є–≥–љ—Г—В–Њ —Г—Б—В–∞–љ–Њ–≤–Ї–Њ–є –±–Њ–ї—В–Њ–≤ –Њ—В —Ж–µ–љ—В—А–∞ —Б—В—Л–Ї–∞ –Ї –Ї—А–∞—П–Љ. –Т –Њ–њ—А–µ–і–µ–ї–µ–љ–љ—Л—Е –Ї–Њ–љ—Б—В—А—Г–Ї—В–Є–≤–љ—Л—Е —А–µ—И–µ–љ–Є—П—Е —Б—В—Л–Ї–Њ–≤ —В–∞–Ї–Њ–є –њ–Њ—А—П–і–Њ–Ї –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–µ–љ, —В–Њ–≥–і–∞ –њ—А–Є–Љ–µ–љ—П—О—В –Є–љ—Г—О —Б–Є—Б—В–µ–Љ—Г —Г—Б—В–∞–љ–Њ–≤–Ї–Є –±–Њ–ї—В–Њ–≤ - –Њ—В –Ї—А–∞—П –Ї —Б–µ—А–µ–і–Є–љ–µ —Г–Ј–ї–∞.
–Х—Б–ї–Є –Њ—З–µ—А–µ–і–љ–Њ—Б—В—М –Ј–∞—В—П–ґ–Ї–Є –±–Њ–ї—В–Њ–≤ –љ–µ–њ—А–∞–≤–Є–ї—М–љ–∞—П, —Г—Б—В—А–∞–љ–Є—В—М –љ–µ–њ–ї–Њ—В–љ–Њ—Б—В–Є –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, —В–∞–Ї –Ї–∞–Ї —Б–≤–Њ–±–Њ–і–љ–Њ–Љ—Г –≥–Њ—А–Є–Ј–Њ–љ—В–∞–ї—М–љ–Њ–Љ—Г –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—О —Б—В—Л–Ї–Њ–≤—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –±—Г–і—Г—В –њ—А–µ–њ—П—В—Б—В–≤–Њ–≤–∞—В—М —Б–Є–ї—Л —В—А–µ–љ–Є—П –Њ—В –љ–∞—В—П–ґ–µ–љ–Є—П —А–∞–љ–µ–µ –њ–Њ—Б—В–∞–≤–ї–µ–љ–љ—Л—Е –±–Њ–ї—В–Њ–≤.
–Ю–±—Л—З–љ–Њ –њ—А–Є —Б–±–Њ—А–Ї–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –љ–µ–Є–Ј–±–µ–ґ–љ–∞ —А–∞–Ј–ї–Є—З–љ–∞—П —Б—В–µ–њ–µ–љ—М –≤–Ј–∞–Є–Љ–љ–Њ–≥–Њ —Б–Љ–µ—Й–µ–љ–Є—П –Њ—В–≤–µ—А—Б—В–Є–є, –њ—А–Њ–Є—Б—Е–Њ–і–Є—В —Н—В–Њ –Є–Ј-–Ј–∞ –љ–µ—В–Њ—З–љ–Њ—Б—В–Є —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є—П –Њ—В–≤–µ—А—Б—В–Є–є. –Ґ–∞–Ї–Њ–µ —Б–Љ–µ—Й–µ–љ–Є–µ –Њ—В–≤–µ—А—Б—В–Є–є –љ–∞–Ј—Л–≤–∞–µ—В—Б—П —З–µ—А–љ–Њ—В–Њ–є. –Ю—В–≤–µ—А—Б—В–Є—П, –≤—Л–њ–Њ–ї–љ–µ–љ–љ—Л–µ –љ–∞ –Ј–∞–≤–Њ–і–µ-–Є–Ј–≥–Њ—В–Њ–≤–Є—В–µ–ї–µ –љ–∞ –Љ–µ–љ—М—И–Є–є –і–Є–∞–Љ–µ—В—А, –љ–∞ –Љ–Њ–љ—В–∞–ґ–љ–Њ–є –њ–ї–Њ—Й–∞–і–Ї–µ –і–Њ–≤–Њ–і—П—В –і–Њ –њ—А–Њ–µ–Ї—В–љ—Л—Е —А–∞–Ј–Љ–µ—А–Њ–≤ —А–∞—Б—Б–≤–µ—А–ї–Є–≤–∞–љ–Є–µ–Љ, –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ –ї–Є–Ї–≤–Є–і–Є—А—Г—П —В–µ–Љ —Б–∞–Љ—Л–Љ —З–µ—А–љ–Њ—В—Г.
–Я–Њ—Б–ї–µ —А–∞—Б—Б–≤–µ—А–ї–Є–≤–∞–љ–Є—П –Є –њ—А–Њ—З–Є—Б—В–Ї–Є –Њ—В–≤–µ—А—Б—В–Є–є, —Б–≤–Њ–±–Њ–і–љ—Л—Е –Њ—В —Б–±–Њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–Њ–≤, –њ–Њ—Б–ї–µ–і–љ–Є–µ —А–∞–Ј–≤–Є–љ—З–Є–≤–∞—О—В, –њ–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ –њ–µ—А–µ—Б—В–∞–≤–ї—П—О—В –≤ –њ–Њ–і–≥–Њ—В–Њ–≤–ї–µ–љ–љ—Л–µ –Њ—В–≤–µ—А—Б—В–Є—П –њ—А–Њ–µ–Ї—В–љ–Њ–≥–Њ –і–Є–∞–Љ–µ—В—А–∞ –Є —А–∞—Б—Б–≤–µ—А–ї–Є–≤–∞—О—В –Њ—Б–≤–Њ–±–Њ–і–Є–≤—И–Є–µ—Б—П –Њ—В–≤–µ—А—Б—В–Є—П. –Ґ–Њ–≥–і–∞ —В–Њ–ї—М–Ї–Њ –њ—А–Є—Б—В—Г–њ–∞—О—В –Ї –њ–Њ—Б—В–∞–љ–Њ–≤–Ї–µ –њ–Њ—Б—В–Њ—П–љ–љ—Л—Е –±–Њ–ї—В–Њ–≤.
–У–∞–є–Ї–Є –њ–Њ—Б—В–Њ—П–љ–љ—Л—Е –Є –≤—А–µ–Љ–µ–љ–љ—Л—Е –±–Њ–ї—В–Њ–≤ –Ј–∞–≤–µ—А—В—Л–≤–∞—О—В —А—Г—З–љ—Л–Љ–Є –Ї–Њ–ї–Є–Ї–Њ–≤—Л–Љ–Є –Ї–ї—О—З–∞–Љ–Є, –Њ–±—Л—З–љ—Л–Љ–Є –Є–ї–Є —В—А–µ—Й–Њ—В–Њ—З–љ—Л–Љ–Є. –Ъ–ї—О—З–Є —Б —В—А–µ—Й–Њ—В–Ї–∞–Љ–Є, –Є–Љ–µ—О—Й–Є–µ —А–∞–±–Њ—З–Є–є —Е–Њ–і —В–Њ–ї—М–Ї–Њ –≤ –Њ–і–љ–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є, —Г–і–Њ–±–љ–µ–µ, —В–∞–Ї –Ї–∞–Ї –Є—Е –љ–µ –љ—Г–ґ–љ–Њ —Б–љ–Є–Љ–∞—В—М –Є –њ–µ—А–µ—Б—В–∞–≤–ї—П—В—М –њ–Њ—Б–ї–µ –Ї–∞–ґ–і–Њ–≥–Њ –њ–Њ–≤–Њ—А–Њ—В–∞.
–Ю—В–ї–Є—З–Є—В–µ–ї—М–љ–∞—П –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В—М –Љ–Њ–љ—В–∞–ґ–љ—Л—Е –Ї–ї—О—З–µ–є –≤ —В–Њ–Љ, —З—В–Њ –Њ–љ–Є –Є–Љ–µ—О—В —Б –Њ–і–љ–Њ–є —Б—В–Њ—А–Њ–љ—Л –Ј–µ–≤ –і–ї—П –≥–∞–є–Ї–Є –Њ–њ—А–µ–і–µ–ї–µ–љ–љ–Њ–≥–Њ —А–∞–Ј–Љ–µ—А–∞, –∞ —Б –і—А—Г–≥–Њ–є –Ї–Њ–љ–Є—З–µ—Б–Ї—Г—О —З–∞—Б—В—М - –Ї–Њ–ї–Є–Ї, –Ї–Њ—В–Њ—А—Л–є —Б–ї—Г–ґ–Є—В –Њ–њ—А–∞–≤–Ї–Њ–є –њ—А–Є —Б–Њ–≤–Љ–µ—Й–µ–љ–Є–Є –Њ—В–≤–µ—А—Б—В–Є–є —Б–Њ–±–Є—А–∞–µ–Љ—Л—Е –і–µ—В–∞–ї–µ–є –Є–ї–Є –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є.
–Т —Б–і–≤–Є–≥–Њ—Г—Б—В–Њ–є—З–Є–≤—Л—Е —Б–Њ–µ–і–Є–љ–µ–љ–Є—П—Е –љ–µ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –≤–Ј–∞–Є–Љ–љ–Њ–≥–Њ —Б–Љ–µ—Й–µ–љ–Є—П —Б–Њ–µ–і–Є–љ—П–µ–Љ—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤, –і–µ–є—Б—В–≤—Г—О—Й–Є–µ —Г—Б–Є–ї–Є—П –≤–Њ—Б–њ—А–Є–љ–Є–Љ–∞—О—В —В–Њ–ї—М–Ї–Њ —Б–Є–ї—Л —В—А–µ–љ–Є—П, –∞ —Б–∞–Љ–Є –±–Њ–ї—В—Л –љ–µ–њ–Њ—Б—А–µ–і—Б—В–≤–µ–љ–љ–Њ–≥–Њ —Г—З–∞—Б—В–Є—П –≤ –њ–µ—А–µ–і–∞—З–µ —Г—Б–Є–ї–Є–є –љ–µ –њ—А–Є–љ–Є–Љ–∞—О—В. –Т —Н—В–Њ–Љ —Б–Њ—Б—В–Њ–Є—В –Є—Е –њ—А–Є–љ—Ж–Є–њ–Є–∞–ї—М–љ–Њ–µ –Њ—В–ї–Є—З–Є–µ –Њ—В —Б–Њ–µ–і–Є–љ–µ–љ–Є–є —Б –±–Њ–ї—В–∞–Љ–Є –љ–Њ—А–Љ–∞–ї—М–љ–Њ–є –Є –њ–Њ–≤—Л—И–µ–љ–љ–Њ–є —В–Њ—З–љ–Њ—Б—В–Є.
–Т —Б–Њ–µ–і–Є–љ–µ–љ–Є—П—Е –љ–∞ –љ–µ—Б—Г—Й–Є—Е –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–∞—Е –љ–∞—А—П–і—Г —Б —Б–Є–ї–∞–Љ–Є —В—А–µ–љ–Є—П –≤ –њ–µ—А–µ–і–∞—З–µ —Г—Б–Є–ї–Є–є —Г—З–∞—Б—В–≤—Г—О—В –Є —Б–∞–Љ–Є –±–Њ–ї—В—Л, –Ї–Њ—В–Њ—А—Л–µ –≤—Б—В—Г–њ–∞—О—В –≤ —А–∞–±–Њ—В—Г –∞–љ–∞–ї–Њ–≥–Є—З–љ–Њ –і—А—Г–≥–Є–Љ –±–Њ–ї—В–Њ–≤—Л–Љ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П–Љ –њ–Њ—Б–ї–µ —В–Њ–≥–Њ, –Ї–∞–Ї –і–µ–є—Б—В–≤—Г—О—Й–µ–µ —Г—Б–Є–ї–Є–µ –њ—А–µ–Њ–і–Њ–ї–µ–µ—В —Б–Є–ї—Л —В—А–µ–љ–Є—П, –њ—А–Њ–Є–Ј–Њ–є–і–µ—В —Б–і–≤–Є–ґ–Ї–∞ —Б–Њ–µ–і–Є–љ—П–µ–Љ—Л—Е –і–µ—В–∞–ї–µ–є, –Є –≥–ї–∞–і–Ї–∞—П —З–∞—Б—В—М —Б—В–µ—А–ґ–љ—П –±–Њ–ї—В–∞ –љ–∞—З–љ–µ—В –Ї–Њ–љ—В–∞–Ї—В–Є—А–Њ–≤–∞—В—М —Б –Ї—А–Њ–Љ–Ї–∞–Љ–Є –Њ—В–≤–µ—А—Б—В–Є–є —Б–Њ–µ–і–Є–љ–µ–љ–љ—Л—Е –і–µ—В–∞–ї–µ–є. –Т–≤–Є–і—Г –±–Њ–ї—М—И–Њ–є –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Њ–є –њ—А–Њ—З–љ–Њ—Б—В–Є –±–Њ–ї—В–∞ –љ–µ—Б—Г—Й—Г—О —Б–њ–Њ—Б–Њ–±–љ–Њ—Б—В—М —В–∞–Ї–Є—Е —Б–Њ–µ–і–Є–љ–µ–љ–Є–є –ї–Є–Љ–Є—В–Є—А—Г–µ—В –љ–µ —Б—А–µ–Ј —Б—В–µ—А–ґ–љ—П, –∞ —Б–Љ—П—В–Є–µ –Њ—В–≤–µ—А—Б—В–Є—П. –Ш–Ј —Н—В–Њ–≥–Њ –Њ—З–µ–≤–Є–і–љ–∞ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В—М: —З–µ–Љ –±–Њ–ї—М—И–µ —В–Њ–ї—Й–Є–љ–∞ —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –њ–∞–Ї–µ—В–∞, —В–µ–Љ –±–Њ–ї—М—И–∞—П –љ–∞–≥—А—Г–Ј–Ї–∞ –Љ–Њ–ґ–µ—В –±—Л—В—М –≤–Њ—Б–њ—А–Є–љ—П—В–∞ –±–Њ–ї—В–Њ–Љ. –Э–∞–ї–Є—З–Є–µ –і–≤—Г—Е —Д–∞–Ї—В–Њ—А–Њ–≤ - —В—А–µ–љ–Є—П –Є —Б–Љ—П—В–Є—П –Ї—А–Њ–Љ–Ї–Є –Њ—В–≤–µ—А—Б—В–Є—П - –њ–Њ–≤—Л—И–∞–µ—В –љ–µ—Б—Г—Й—Г—О —Б–њ–Њ—Б–Њ–±–љ–Њ—Б—В—М –±–Њ–ї—В–∞ –≤ 1,5-2 —А–∞–Ј–∞ –њ–Њ —Б—А–∞–≤–љ–µ–љ–Є—О —Б –±–Њ–ї—В–Њ–Љ –≤ —Б–і–≤–Є–≥–Њ—Г—Б—В–Њ–є—З–Є–≤—Л—Е —Б–Њ–µ–і–Є–љ–µ–љ–Є—П—Е –Є —Б–љ–Є–ґ–∞–µ—В —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ–Њ —З–Є—Б–ї–Њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ—Л—Е –±–Њ–ї—В–Њ–≤ –Є —Б—В–Њ–Є–Љ–Њ—Б—В—М —Б–∞–Љ–Њ–≥–Њ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П.
–Ъ–∞–Ї –њ—А–∞–≤–Є–ї–Њ, –љ–∞ –±–Њ–ї—В–∞—Е –≥—А—Г–±–Њ–є –Є –љ–Њ—А–Љ–∞–ї—М–љ–Њ–є —В–Њ—З–љ–Њ—Б—В–Є —Б–Њ–±–Є—А–∞—О—В –Љ–∞–ї–Њ–Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ—Л–µ –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є - —Д–Њ–љ–∞—А–Є, –њ–ї–Њ—Й–∞–і–Ї–Є, –ї–µ—Б—В–љ–Є—Ж—Л, –љ–µ–Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ—Л–µ —Б–≤—П–Ј–Є; –љ–∞ –±–Њ–ї—В–∞—Е –њ–Њ–≤—Л—И–µ–љ–љ–Њ–є —В–Њ—З–љ–Њ—Б—В–Є - –≤—Б–µ –Њ—Б—В–∞–ї—М–љ—Л–µ –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є, –∞ –љ–∞ –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–∞—Е - –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є —Б —В—П–ґ–µ–ї—Л–Љ —А–µ–ґ–Є–Љ–Њ–Љ —А–∞–±–Њ—В—Л. –Я—А–Є–Љ–µ—А–Њ–Љ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–Њ–≤ –Љ–Њ–≥—Г—В —Б–ї—Г–ґ–Є—В—М –Љ–Њ–љ—В–∞–ґ–љ—Л–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –њ–Њ–і–Ї—А–∞–љ–Њ–≤—Л—Е –±–∞–ї–Њ–Ї –±–Њ–ї—М—И–Є—Е –њ—А–Њ–ї–µ—В–Њ–≤ –і–ї—П –Љ–Њ—Б—В–Њ–≤—Л—Е –Ї—А–∞–љ–Њ–≤.
–Ь–Њ–љ—В–∞–ґ —Б–Њ–µ–і–Є–љ–µ–љ–Є–є –љ–∞ –±–Њ–ї—В–∞—Е –Њ–±—Л—З–љ–Њ–є –њ—А–Њ—З–љ–Њ—Б—В–Є —Б–Њ—Б—В–Њ–Є—В –Є–Ј —Б–ї–µ–і—Г—О—Й–Є—Е –Њ–њ–µ—А–∞—Ж–Є–є: –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є —Б—В—Л–Ї—Г–µ–Љ—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є; —Б–Њ–≤–Љ–µ—Й–µ–љ–Є—П –Њ—В–≤–µ—А—Б—В–Є–є –њ–Њ–і –±–Њ–ї—В—Л; —Б—В—П–≥–Є–≤–∞–љ–Є—П –њ–∞–Ї–µ—В–∞ (—Б–Њ–µ–і–Є–љ—П–µ–Љ—Л—Е –і–µ—В–∞–ї–µ–є —Б—В—Л–Ї–∞); —А–∞—Б—Б–≤–µ—А–ї–Є–≤–∞–љ–Є—П –Њ—В–≤–µ—А—Б—В–Є—П –і–Њ –њ—А–Њ–µ–Ї—В–љ–Њ–≥–Њ –і–Є–∞–Љ–µ—В—А–∞, –µ—Б–ї–Є –љ–∞ –Ј–∞–≤–Њ–і–µ –Њ–љ–Є –±—Л–ї–Є –≤—Л–њ–Њ–ї–љ–µ–љ—Л –љ–∞ –Љ–µ–љ—М—И–Є–є –і–Є–∞–Љ–µ—В—А.
–С–Њ–ї—В–Њ–≤–Њ–µ –Љ–Њ–љ—В–∞–ґ–љ–Њ–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ –і–Њ–ї–ґ–љ–Њ –Є–Љ–µ—В—М –љ–µ –Љ–µ–љ–µ–µ –і–≤—Г—Е –Њ—В–≤–µ—А—Б—В–Є–є. –Т –Њ–і–љ–Њ –Є–Ј –љ–Є—Е —Б–љ–∞—З–∞–ї–∞ –≤—Б—В–∞–≤–ї—П—О—В –Ї–Њ–ї–Є–Ї –Ї–ї—О—З–∞ –і–ї—П —Б–Њ–≤–Љ–µ—Й–µ–љ–Є—П –і—А—Г–≥–Њ–≥–Њ –Њ—В–≤–µ—А—Б—В–Є—П, –≤ –Ї–Њ—В–Њ—А–Њ–µ —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—О—В –±–Њ–ї—В, –Є –Ј–∞—В—П–≥–Є–≤–∞—О—В –µ–≥–Њ. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Ї–ї—О—З –Є–Ј–≤–ї–µ–Ї–∞—О—В –Є –≤ –Њ—Б–≤–Њ–±–Њ–і–Є–≤—И–µ–µ—Б—П –Њ—В–≤–µ—А—Б—В–Є–µ –≤—Б—В–∞–≤–ї—П—О—В –≤—В–Њ—А–Њ–є –±–Њ–ї—В. –Ф–ї—П –љ–∞–і–µ–ґ–љ–Њ–є —А–∞–±–Њ—В—Л –±–Њ–ї—В–Њ–≤–Њ–≥–Њ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –≥–∞–є–Ї–Є –Ј–∞–Ї—А—Г—З–Є–≤–∞—О—В, —Б–Њ–Ј–і–∞–≤–∞—П –≤ –±–Њ–ї—В–∞—Е –љ–∞—В—П–ґ–µ–љ–Є–µ 1,7 –Ь–Я–∞.
–Я–Њ–і –≥–Њ–ї–Њ–≤–Ї–Є –Є –≥–∞–є–Ї–Є –њ–Њ—Б—В–Њ—П–љ–љ—Л—Е –±–Њ–ї—В–Њ–≤ –Њ–±—П–Ј–∞—В–µ–ї—М–љ–Њ —Б—В–∞–≤—П—В —И–∞–є–±—Л (–љ–µ –±–Њ–ї–µ–µ –і–≤—Г—Е –њ–Њ–і –Њ–і–љ—Г –≥–∞–є–Ї—Г –Є –Њ–і–љ–Њ–є –њ–Њ–і –≥–Њ–ї–Њ–≤–Ї—Г). –Т –Љ–µ—Б—В–∞—Е –њ—А–Є–Љ—Л–Ї–∞–љ–Є—П –≥–Њ–ї–Њ–≤–Ї–Є –Є–ї–Є –≥–∞–є–Ї–Є –Ї –љ–∞–Ї–ї–Њ–љ–љ—Л–Љ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—П–Љ —Б—В–∞–≤—П—В –Ї–Њ—Б—Л–µ —И–∞–є–±—Л. –†–µ–Ј—М–±–∞ –±–Њ–ї—В–∞ –і–Њ–ї–ґ–љ–∞ –љ–∞—Е–Њ–і–Є—В—М—Б—П –≤–љ–µ –Њ—В–≤–µ—А—Б—В–Є—П —Б–Њ–µ–і–Є–љ—П–µ–Љ—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤, –∞ –≥–ї–∞–і–Ї–∞—П —З–∞—Б—В—М —Б—В–µ—А–ґ–љ—П –љ–µ –і–Њ–ї–ґ–љ–∞ –≤—Л—Б—В—Г–њ–∞—В—М –Є–Ј —И–∞–є–±—Л.
–Ю–±—П–Ј–∞—В–µ–ї—М–љ–Њ–µ —В—А–µ–±–Њ–≤–∞–љ–Є–µ: –≥–Њ–ї–Њ–≤–Ї–Є –Є –≥–∞–є–Ї–Є –±–Њ–ї—В–Њ–≤ –і–Њ–ї–ґ–љ—Л –њ–ї–Њ—В–љ–Њ —Б–Њ–њ—А–Є–Ї–∞—Б–∞—В—М—Б—П —Б –њ–ї–Њ—Б–Ї–Њ—Б—В—П–Љ–Є —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є. –Э–∞ –Ї–∞–ґ–і–Њ–Љ –±–Њ–ї—В–µ —Б–Њ —Б—В–Њ—А–Њ–љ—Л –≥–∞–є–Ї–Є –і–Њ–ї–ґ–љ–Њ –Њ—Б—В–∞–≤–∞—В—М—Б—П –љ–µ –Љ–µ–љ–µ–µ —В—А–µ—Е –љ–Є—В–Њ–Ї —Б –њ–Њ–ї–љ—Л–Љ –њ—А–Њ—Д–Є–ї–µ–Љ —А–µ–Ј—М–±—Л.
–Я—А–Њ–≤–µ—А–Ї–∞ –Ї–∞—З–µ—Б—В–≤–∞ –Ј–∞—В—П–ґ–Ї–Є –±–Њ–ї—В–Њ–≤ –њ—А–Њ–≤–Њ–і–Є—В—Б—П –њ—А–Њ—Б—В—Г–Ї–Є–≤–∞–љ–Є–µ–Љ –Є—Е –Љ–Њ–ї–Њ—В–Ї–Њ–Љ –Љ–∞—Б—Б–Њ–є 0,3-0,4 –Ї–≥. –Х—Б–ї–Є –±–Њ–ї—В –і—А–Њ–ґ–Є—В –Є–ї–Є —Б–Љ–µ—Й–∞–µ—В—Б—П, –Ј–љ–∞—З–Є—В, –Њ–љ –Ј–∞—В—П–љ—Г—В –њ–ї–Њ—Е–Њ. –Я–ї–Њ—В–љ–Њ—Б—В—М –Ј–∞—В—П–ґ–Ї–Є –і–µ—В–∞–ї–µ–є –њ—А–Њ–≤–µ—А—П—О—В —Й—Г–њ–Њ–Љ —В–Њ–ї—Й–Є–љ–Њ–є 0,3 –Љ–Љ, –Ї–Њ—В–Њ—А—Л–є –љ–µ –і–Њ–ї–ґ–µ–љ –≤—Е–Њ–і–Є—В—М –Љ–µ–ґ–і—Г —Б–Њ–±—А–∞–љ–љ—Л–Љ–Є –і–µ—В–∞–ї—П–Љ–Є –±–Њ–ї–µ–µ —З–µ–Љ –љ–∞ 20 –Љ–Љ.
–Ь–Њ–љ—В–∞–ґ–љ–Њ–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ –љ–∞ –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–∞—Е –Є–Љ–µ–µ—В –љ–µ–Ї–Њ—В–Њ—А—Л–µ –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В–Є, —Б–≤—П–Ј–∞–љ–љ—Л–µ —Б –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Њ–є —Б–Њ–µ–і–Є–љ—П–µ–Љ—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є –њ–Њ–і —Б—В—Л–Ї–Њ–≤–Ї—Г –Є —Б–њ–Њ—Б–Њ–±–Њ–Љ –љ–∞—В—П–ґ–µ–љ–Є—П –±–Њ–ї—В–Њ–≤.
–Т —Г—Б–ї–Њ–≤–Є—П—Е —Б—В—А–Њ–є–њ–ї–Њ—Й–∞–і–Ї–Є —Б–Њ–µ–і–Є–љ—П–µ–Љ—Л–µ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ–Њ–і–≥–Њ—В–Њ–≤–ї—П—О—В –≥–∞–Ј–Њ–њ–ї–∞–Љ–µ–љ–љ–Њ–є –Њ—З–Є—Б—В–Ї–Њ–є –Є–ї–Є –Њ–±—А–∞–±–Њ—В–Ї–Њ–є —Б—В–∞–ї—М–љ—Л–Љ–Є —Й–µ—В–Ї–∞–Љ–Є.
–Ю–≥–љ–µ–≤—Г—О –Њ—З–Є—Б—В–Ї—Г –њ—А–Њ–Є–Ј–≤–Њ–і—П—В —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л–Љ–Є –Љ–љ–Њ–≥–Њ–њ–ї–∞–Љ–µ–љ–љ—Л–Љ–Є –≥–Њ—А–µ–ї–Ї–∞–Љ–Є. –С–ї–∞–≥–Њ–і–∞—А—П –≤—Л—Б–Њ–Ї–Њ–є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ –њ–ї–∞–Љ–µ–љ–Є (–і–Њ 1800¬∞–°) –њ—А–Њ–Є—Б—Е–Њ–і—П—В –±—Л—Б—В—А–Њ–µ –љ–∞–≥—А–µ–≤–∞–љ–Є–µ –Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–љ–∞—П –і–µ—Д–Њ—А–Љ–∞—Ж–Є—П –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–≥–Њ —Б–ї–Њ—П –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ–Њ–є –і–µ—В–∞–ї–Є, –≤ —А–µ–Ј—Г–ї—М—В–∞—В–µ —З–µ–≥–Њ –Њ–Ї–∞–ї–Є–љ–∞ –Є —А–ґ–∞–≤—З–Є–љ–∞ –Њ—В—Б–ї–∞–Є–≤–∞—О—В—Б—П, –≥—А—П–Ј—М –Є –ґ–Є—А —Б–≥–Њ—А–∞—О—В.
–Я–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є, –Њ–±—А–∞–±–Њ—В–∞–љ–љ—Л–µ –Њ–≥–љ–µ–≤—Л–Љ —Б–њ–Њ—Б–Њ–±–Њ–Љ, –Њ—З–Є—Й–∞—О—В –Њ—В –њ—А–Њ–і—Г–Ї—В–Њ–≤ —Б–≥–Њ—А–∞–љ–Є—П –Є –Њ—В—Б–ї–Њ–Є–≤—И–µ–є—Б—П –Њ–Ї–∞–ї–Є–љ—Л —Б—В–∞–ї—М–љ—Л–Љ–Є —Й–µ—В–Ї–∞–Љ–Є –Є —З–Є—Б—В–Њ–є –≤–µ—В–Њ—И—М—О, –њ–Њ—Б–ї–µ —З–µ–≥–Њ –њ—А–Є—Б—В—Г–њ–∞—О—В –Ї —Б–±–Њ—А–Ї–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П. –†–∞–Ј—А—Л–≤—Л –≤–Њ –≤—А–µ–Љ–µ–љ–Є –Љ–µ–ґ–і—Г –Њ–Ї–Њ–љ—З–∞–љ–Є–µ–Љ –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є –Є —Г—Б—В–∞–љ–Њ–≤–Ї–Њ–є –±–Њ–ї—В–Њ–≤ –љ–µ –і–Њ–ї–ґ–љ—Л –њ—А–µ–≤—Л—И–∞—В—М 4-6 —З, —В–∞–Ї –Ї–∞–Ї —Б —Г–≤–µ–ї–Є—З–µ–љ–Є–µ–Љ –≤—А–µ–Љ–µ–љ–Є —Б–љ–Є–ґ–∞–µ—В—Б—П –љ–∞–і–µ–ґ–љ–Њ—Б—В—М –Ї–Њ–љ—В–∞–Ї—В–∞ –Њ–±—А–∞–±–Њ—В–∞–љ–љ—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є.
–Я–µ—А–µ–і –њ–Њ—Б—В–∞–љ–Њ–≤–Ї–Њ–є –±–Њ–ї—В—Л –Є –≥–∞–є–Ї–Є –њ–Њ–Љ–µ—Й–∞—О—В –≤ —А–µ—И–µ—В—З–∞—В—Г—О —В–∞—А—Г –Є –Њ–њ—Г—Б–Ї–∞—О—В –≤ –Ї–Є–њ—П—Й—Г—О –≤–Њ–і—Г –і–ї—П –Њ—З–Є—Б—В–Ї–Є –Њ—В –Ј–∞–≤–Њ–і—Б–Ї–Њ–є –Ї–Њ–љ—Б–µ—А–≤–Є—А—Г—О—Й–µ–є —Б–Љ–∞–Ј–Ї–Є, –Ј–∞—В–µ–Љ - –≤ –≤–∞–љ–љ—Г —Б–Њ —Б–Љ–µ—Б—М—О 15% –Љ–Є–љ–µ—А–∞–ї—М–љ–Њ–≥–Њ –Љ–∞—Б–ї–∞ –Є 85% –±–µ–љ–Ј–Є–љ–∞.
–Э–∞–і–µ–ґ–љ–∞—П —А–∞–±–Њ—В–∞ —Б–Њ–µ–і–Є–љ–µ–љ–Є–є –љ–∞ –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–∞—Е –Љ–Њ–ґ–µ—В –±—Л—В—М –Њ–±–µ—Б–њ–µ—З–µ–љ–∞ —В–Њ–ї—М–Ї–Њ –њ—А–Є —Б—В–∞–±–Є–ї—М–љ–Њ–Љ –љ–∞—В—П–ґ–µ–љ–Є–Є –≤—Б–µ—Е –±–Њ–ї—В–Њ–≤. –Т —Г—Б–ї–Њ–≤–Є—П—Е –Љ–Њ–љ—В–∞–ґ–љ–Њ–є –њ–ї–Њ—Й–∞–і–Ї–Є –Њ–њ—А–µ–і–µ–ї–µ–љ–Є–µ —Г—Б–Є–ї–Є—П –љ–∞—В—П–ґ–µ–љ–Є—П –њ—А–∞–Ї—В–Є—З–µ—Б–Ї–Є –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, –њ–Њ—Н—В–Њ–Љ—Г –њ—А–Є–љ—П—В–∞ –Љ–µ—В–Њ–і–Є–Ї–∞ –Ї–Њ—Б–≤–µ–љ–љ–Њ–є –Њ—Ж–µ–љ–Ї–Є —Г—Б–Є–ї–Є—П –љ–∞—В—П–ґ–µ–љ–Є—П —З–µ—А–µ–Ј –≤–µ–ї–Є—З–Є–љ—Г –Ї—А—Г—В—П—Й–µ–≥–Њ –Љ–Њ–Љ–µ–љ—В–∞ –Ь–Ї—А, –Ї–Њ—В–Њ—А—Л–є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Є–ї–Њ–ґ–Є—В—М –Ї –≥–∞–є–Ї–µ –і–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –Ј–∞–і–∞–љ–љ–Њ–≥–Њ –љ–∞—В—П–ґ–µ–љ–Є—П –±–Њ–ї—В–∞.
–Ч–∞–≤–Є—Б–Є–Љ–Њ—Б—В—М –Љ–µ–ґ–і—Г –Ї—А—Г—В—П—Й–Є–Љ –Љ–Њ–Љ–µ–љ—В–Њ–Љ –Є –љ–∞—В—П–ґ–µ–љ–Є–µ–Љ –±–Њ–ї—В–∞ –† –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В—М—О
–Ь–Ї—А = kPd,
–≥–і–µ k - –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В –Ј–∞–Ї—А—Г—З–Є–≤–∞–љ–Є—П –±–Њ–ї—В–∞; d - –љ–Њ–Љ–Є–љ–∞–ї—М–љ—Л–є –і–Є–∞–Љ–µ—В—А –±–Њ–ї—В–∞, –Љ.
–Ч–љ–∞—З–µ–љ–Є–µ –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В–∞ –Ј–∞–Ї—А—Г—З–Є–≤–∞–љ–Є—П –Ј–∞–≤–Є—Б–Є—В –Њ—В –Ї–∞—З–µ—Б—В–≤–∞ –±–Њ–ї—В–Њ–≤, –≥–∞–µ–Ї –Є —И–∞–є–± –Є –≤ —Б—А–µ–і–љ–µ–Љ —Б–Њ—Б—В–∞–≤–ї—П–µ—В 0,14-0,22.
–Э–∞—В—П–ґ–µ–љ–Є–µ –њ–Њ –Ї—А—Г—В—П—Й–µ–Љ—Г –Љ–Њ–Љ–µ–љ—В—Г –≤—Л–њ–Њ–ї–љ—П—О—В —Б–љ–∞—З–∞–ї–∞ –≥–∞–є–Ї–Њ–≤–µ—А—В–Њ–Љ –љ–∞ 70-80% –њ—А–Њ–µ–Ї—В–љ–Њ–≥–Њ —Г—Б–Є–ї–Є—П —Б –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–є –Ј–∞—В—П–ґ–Ї–Њ–є –і–Є–љ–∞–Љ–Њ–Љ–µ—В—А–Є—З–µ—Б–Ї–Є–Љ –Ї–ї—О—З–Њ–Љ.
–Ъ–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є –Ї–ї—О—З–µ–є –Љ–Њ–ґ–љ–Њ —А–∞–Ј–і–µ–ї–Є—В—М –љ–∞ –і–≤–∞ —В–Є–њ–∞: –Є–љ–і–Є–Ї–∞—В–Њ—А–љ—Л–µ –Є –њ—А–µ–і–µ–ї—М–љ–Њ–≥–Њ –Љ–Њ–Љ–µ–љ—В–∞. –Ш–љ–і–Є–Ї–∞—В–Њ—А–љ—Л–µ –Ї–ї—О—З–Є –њ–Њ–Ї–∞–Ј—Л–≤–∞—О—В –≤–µ–ї–Є—З–Є–љ—Г –њ—А–Є–Ї–ї–∞–і—Л–≤–∞–µ–Љ–Њ–≥–Њ –Љ–Њ–Љ–µ–љ—В–∞, –∞ –Ї–ї—О—З–Є –њ—А–µ–і–µ–ї—М–љ–Њ–≥–Њ –Љ–Њ–Љ–µ–љ—В–∞ —Б—А–∞–±–∞—В—Л–≤–∞—О—В –њ—А–Є –і–Њ—Б—В–Є–ґ–µ–љ–Є–Є –Ї—А—Г—В—П—Й–Є–Љ –Љ–Њ–Љ–µ–љ—В–Њ–Љ –Ј–∞–і–∞–љ–љ–Њ–є –≤–µ–ї–Є—З–Є–љ—Л.
–Э–∞ –Ї–Њ–љ—Ж–µ —А—Г–Ї–Њ—П—В–Ї–Є –Є–љ–і–Є–Ї–∞—В–Њ—А–љ–Њ–≥–Њ –Ї–ї—О—З–∞ –Ј–∞–Ї—А–µ–њ–ї–µ–љ–∞ –≥–Њ–ї–Њ–≤–Ї–∞ —Б –Ј–∞–Ї—А—Л—В—Л–Љ –Ј–µ–≤–Њ–Љ. –Ъ –≥–Њ–ї–Њ–≤–Ї–µ –њ—А–Є–≤–∞—А–µ–љ–∞ –њ–ї–∞–љ–Ї–∞ —Б –љ–µ–њ–Њ–і–≤–Є–ґ–љ—Л–Љ —П–Ј—Л—З–Ї–Њ–Љ –њ—А—П–Љ–Њ—Г–≥–Њ–ї—М–љ–Њ–≥–Њ —Б–µ—З–µ–љ–Є—П. –Ь–µ–ґ–і—Г —А—Г–Ї–Њ—П—В–Ї–Њ–є –Ї–ї—О—З–∞ –Є —П–Ј—Л—З–Ї–Њ–Љ –µ—Б—В—М –Ј–∞–Ј–Њ—А 2-3 –Љ–Љ, –±–ї–∞–≥–Њ–і–∞—А—П –Ї–Њ—В–Њ—А–Њ–Љ—Г –њ—А–Є –Є–Ј–≥–Є–±–µ —А—Г–Ї–Њ—П—В–Ї–Є —П–Ј—Л—З–Њ–Ї –Њ—Б—В–∞–µ—В—Б—П –љ–µ–њ–Њ–і–≤–Є–ґ–љ—Л–Љ. –Ъ —А—Г–Ї–Њ—П—В–Ї–µ –Ї–ї—О—З–∞ –ґ–µ—Б—В–Ї–Њ –њ—А–Є–Ї—А–µ–њ–ї–µ–љ –Є–љ–і–Є–Ї–∞—В–Њ—А —З–∞—Б–Њ–≤–Њ–≥–Њ —В–Є–њ–∞, –Є–Ј–Љ–µ—А–Є—В–µ–ї—М–љ—Л–є —Б—В–µ—А–ґ–µ–љ—М –Ї–Њ—В–Њ—А–Њ–≥–Њ –Ї–∞—Б–∞–µ—В—Б—П —П–Ј—Л—З–Ї–∞. –Я—А–Є –Ј–∞–≤–µ—А—В—Л–≤–∞–љ–Є–Є –≥–∞–є–Ї–Є —А—Г–Ї–Њ—П—В–Ї–∞ –Ї–ї—О—З–∞ –њ–Њ–і –і–µ–є—Б—В–≤–Є–µ–Љ —Г—Б–Є–ї–Є—П, –њ—А–Є–ї–Њ–ґ–µ–љ–љ–Њ–≥–Њ –Ї –µ–µ –Ї–Њ–љ—Ж—Г, –Є–Ј–≥–Є–±–∞–µ—В—Б—П, –≤ —А–µ–Ј—Г–ї—М—В–∞—В–µ —З–µ–≥–Њ —Г–Љ–µ–љ—М—И–∞–µ—В—Б—П —А–∞—Б—Б—В–Њ—П–љ–Є–µ –Љ–µ–ґ–і—Г –≤–µ—А—Е–љ–µ–є –Ї—А–Њ–Љ–Ї–Њ–є —А—Г–Ї–Њ—П—В–Ї–Є –Є —П–Ј—Л—З–Ї–Њ–Љ. –Ш–Ј–Љ–µ–љ–µ–љ–Є–µ —Н—В–Њ–≥–Њ —А–∞—Б—Б—В–Њ—П–љ–Є—П –љ–∞ 1 –Љ–Љ —Д–Є–Ї—Б–Є—А—Г–µ—В –Є–љ–і–Є–Ї–∞—В–Њ—А —Б —Ж–µ–љ–Њ–є –і–µ–ї–µ–љ–Є—П 0,01 –Љ–Љ. –Ч–∞–≤–Є—Б–Є–Љ–Њ—Б—В—М –Љ–µ–ґ–і—Г –Ї—А—Г—В—П—Й–Є–Љ –Љ–Њ–Љ–µ–љ—В–Њ–Љ –Є –њ–Њ–Ї–∞–Ј–∞–љ–Є—П–Љ–Є –Є–љ–і–Є–Ї–∞—В–Њ—А–∞ –Њ–њ—А–µ–і–µ–ї—П—О—В –њ–Њ —В–∞—А–Є—А–Њ–≤–Њ—З–љ–Њ–Љ—Г —Г—Б—В—А–Њ–є—Б—В–≤—Г –Є–ї–Є —В–∞—А–Є—А–Њ–≤–Њ—З–љ–Њ–Љ—Г –≥—А–∞—Д–Є–Ї—Г.
–Ґ—А–µ–±–Њ–≤–∞–љ–Є—П –Ї –Ї–∞—З–µ—Б—В–≤—Г –Ј–∞—В—П–ґ–Ї–Є –±–Њ–ї—В–Њ–≤. –°–њ–µ—Ж–Є—Д–Є–Ї–∞ —Б–Њ–µ–і–Є–љ–µ–љ–Є–є –љ–∞ –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–∞—Е —В—А–µ–±—Г–µ—В —В—Й–∞—В–µ–ї—М–љ–Њ–≥–Њ –Ї–Њ–љ—В—А–Њ–ї—П —Г—Б–Є–ї–Є—П –љ–∞—В—П–ґ–µ–љ–Є—П –±–Њ–ї—В–Њ–≤. –Т—Л–±–Њ—А–Њ—З–љ–Њ–є –њ—А–Њ–≤–µ—А–Ї–µ –њ–Њ–і–ї–µ–ґ–∞—В 25% –±–Њ–ї—В–Њ–≤ –≤ —Б–Њ–µ–і–Є–љ–µ–љ–Є–Є, –∞ –њ—А–Є –Є—Е –Ї–Њ–ї–Є—З–µ—Б—В–≤–µ 5 —И—В. –Є –Љ–µ–љ–µ–µ –Ї–Њ–љ—В—А–Њ–ї–Є—А—Г—О—В –≤—Б–µ –±–Њ–ї—В—Л. –Ю—В–Ї–ї–Њ–љ–µ–љ–Є–µ —Д–∞–Ї—В–Є—З–µ—Б–Ї–Њ–≥–Њ –Ї—А—Г—В—П—Й–µ–≥–Њ –Љ–Њ–Љ–µ–љ—В–∞ –Њ—В —А–∞—Б—З–µ—В–љ–Њ–≥–Њ –љ–µ –і–Њ–ї–ґ–љ–Њ –њ—А–µ–≤—Л—И–∞—В—М 0+20%.
–Я—А–Є –Њ–±–љ–∞—А—Г–ґ–µ–љ–Є–Є —Е–Њ—В—П –±—Л –Њ–і–љ–Њ–≥–Њ –±–Њ–ї—В–∞, –љ–∞—В—П–ґ–µ–љ–Є–µ –Ї–Њ—В–Њ—А–Њ–≥–Њ –љ–µ –Њ—В–≤–µ—З–∞–µ—В —Г–Ї–∞–Ј–∞–љ–љ–Њ–Љ—Г —В—А–µ–±–Њ–≤–∞–љ–Є—О, –Ї–Њ–љ—В—А–Њ–ї—О –њ–Њ–і–ї–µ–ґ–∞—В –≤—Б–µ –±–Њ–ї—В—Л –≤ —Б–Њ–µ–і–Є–љ–µ–љ–Є–Є, –Є –љ–∞—В—П–ґ–µ–љ–Є–µ –Ї–∞–ґ–і–Њ–≥–Њ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М –і–Њ–≤–µ–і–µ–љ–Њ –і–Њ —В—А–µ–±—Г–µ–Љ–Њ–є –≤–µ–ї–Є—З–Є–љ—Л. –†–µ–Ј—Г–ї—М—В–∞—В—Л –њ—А–Њ–≤–µ—А–Ї–Є —А–µ–≥–Є—Б—В—А–Є—А—Г—О—В –≤ –ґ—Г—А–љ–∞–ї–µ —Г—Б—В–∞–љ–Њ–≤–Ї–Є –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–Њ–≤.
–Я–Њ–Љ–Є–Љ–Њ –њ—А–Њ–≤–µ—А–Ї–Є —Д–∞–Ї—В–Є—З–µ—Б–Ї–Њ–≥–Њ –љ–∞—В—П–ґ–µ–љ–Є—П –±–Њ–ї—В–Њ–≤ —В–∞—А–Є—А–Њ–≤–∞–љ–љ—Л–Љ–Є —А—Г—З–љ—Л–Љ–Є –Ї–ї—О—З–∞–Љ–Є –Є–ї–Є –њ–Њ —Г–≥–ї—Г –њ–Њ–≤–Њ—А–Њ—В–∞ –Ї–Њ–љ—В—А–Њ–ї—М –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—О—В –њ—А–Њ–≤–µ—А–Ї–Њ–є –њ–ї–Њ—В–љ–Њ—Б—В–Є –њ–∞–Ї–µ—В–∞ —Й—Г–њ–Њ–Љ —В–Њ–ї—Й–Є–љ–Њ–є 0,05 –Љ–Љ, –Ї–Њ—В–Њ—А—Л–є –љ–µ –і–Њ–ї–ґ–µ–љ –њ—А–Њ–љ–Є–Ї–∞—В—М –≤–≥–ї—Г–±—М –њ–∞–Ї–µ—В–∞ –њ—А–Њ—В–Є–≤ —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ—Л—Е –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–Њ–≤. –Я–Њ—Б–ї–µ –Ї–Њ–љ—В—А–Њ–ї—П –≥–Њ–ї–Њ–≤–Ї–Є –±–Њ–ї—В–Њ–≤ –Њ–Ї—А–∞—И–Є–≤–∞—О—В.
–У–Њ—А–∞–Ј–і–Њ –≤–∞–ґ–љ–µ–µ –≤ —Н—В–Њ–є —А–∞–±–Њ—В–µ –і—А—Г–≥–Є–µ –≤–µ—Й–Є-
–С–Ю–Ы–Ґ–Ю–Т–Ђ–Х –°–Ю–Х–Ф–Ш–Э–Х–Э–Ш–ѓ
–Э–∞ –Љ–Њ–љ—В–∞–ґ–µ –±–Њ–ї—В–Њ–≤—Л–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –њ—А–Њ–Є–Ј–≤–Њ–і—П—В –±–Њ–ї—В–∞–Љ–Є –Њ–±—Л—З–љ–Њ–є –њ—А–Њ—З–љ–Њ—Б—В–Є –Є –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л–Љ–Є. –С–Њ–ї—В—Л –Њ–±—Л—З–љ–Њ–є –њ—А–Њ—З–љ–Њ—Б—В–Є –±—Л–≤–∞—О—В –≥—А—Г–±–Њ–є, –љ–Њ—А–Љ–∞–ї—М–љ–Њ–є –Є –њ–Њ–≤—Л—И–µ–љ–љ–Њ–є —В–Њ—З–љ–Њ—Б—В–Є. –С–Њ–ї—В—Л –љ–Њ—А–Љ–∞–ї—М–љ–Њ–є –Є –њ–Њ–≤—Л—И–µ–љ–љ–Њ–є —В–Њ—З–љ–Њ—Б—В–Є –Њ—В–ї–Є—З–∞—О—В—Б—П –Њ—В –±–Њ–ї—В–Њ–≤ –≥—А—Г–±–Њ–є —В–Њ—З–љ–Њ—Б—В–Є –±–Њ–ї–µ–µ –≤—Л—Б–Њ–Ї–Є–Љ –Ї–∞—З–µ—Б—В–≤–Њ–Љ –Њ–±—А–∞–±–Њ—В–Ї–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є, –љ–µ –≤–ї–Є—П—О—Й–Є–Љ –љ–∞ —А–∞—Б—З–µ—В–љ—Л–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є –њ—А–Њ—З–љ–Њ—Б—В–Є —Б–Њ–µ–і–Є–љ–µ–љ–Є—П. –≠—В–Њ –Њ–±—Б—В–Њ—П—В–µ–ї—М—Б—В–≤–Њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Г—З–Є—В—Л–≤–∞—В—М, —В–∞–Ї –Ї–∞–Ї –≤–Ј–∞–Є–Љ–Њ–Ј–∞–Љ–µ–љ—П–µ–Љ–Њ—Б—В—М –±–Њ–ї—В–Њ–≤ –≤–Њ–Ј–Љ–Њ–ґ–љ–∞.
–Т —Б–Њ–µ–і–Є–љ–µ–љ–Є—П—Е –љ–∞ –±–Њ–ї—В–∞—Е –Њ–±—Л—З–љ–Њ–є –њ—А–Њ—З–љ–Њ—Б—В–Є —Г—Б–Є–ї–Є—П –Њ—В –Њ–і–љ–Њ–≥–Њ —Н–ї–µ–Љ–µ–љ—В–∞ –Ї –і—А—Г–≥–Њ–Љ—Г –њ–µ—А–µ–і–∞—О—В—Б—П –Ј–∞ —Б—З–µ—В —А–∞–±–Њ—В—Л –Ї—А–Њ–Љ–Њ–Ї –Њ—В–≤–µ—А—Б—В–Є–є –љ–∞ —Б–Љ—П—В–Є–µ –Є —Б—В–µ—А–ґ–љ—П –±–Њ–ї—В–∞ –љ–∞ —Б—А–µ–Ј. –†–∞–Ј–ї–Є—З–∞—О—В —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –љ–∞ –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–∞—Е –і–≤—Г—Е –≤–Є–і–Њ–≤: —Б–і–≤–Є–≥–Њ—Г—Б—В–Њ–є—З–Є–≤—Л–µ –Є —Б –љ–µ—Б—Г—Й–Є–Љ–Є –±–Њ–ї—В–∞–Љ–Є.
–Т –њ–Њ–і–≥–Њ—В–Њ–≤–Ї—Г —Б—В—Л–Ї—Г–µ–Љ—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є –≤—Е–Њ–і–Є—В, –Ї–∞–Ї –≤—Б–µ–≥–і–∞, –Є—Е –Њ—З–Є—Б—В–Ї–∞ –Њ—В –≥—А—П–Ј–Є, —А–ґ–∞–≤—З–Є–љ—Л, —Б–љ–µ–≥–∞, –ї—М–і–∞, –Љ–∞—Б–ї–∞ –Є –њ—Л–ї–Є. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–њ–Є–ї–Є—В—М –љ–∞–њ–Є–ї—М–љ–Є–Ї–Њ–Љ –Є–ї–Є —Б—А—Г–±–Є—В—М –Ј—Г–±–Є–ї–Њ–Љ –Ј–∞—Г—Б–µ–љ—Ж—Л –љ–∞ –Ї—А–Њ–Љ–Ї–∞—Е –і–µ—В–∞–ї–µ–є –Є –Њ—В–≤–µ—А—Б—В–Є–є, –∞ —В–∞–Ї–ґ–µ —В—Й–∞—В–µ–ї—М–љ–Њ –≤—Л–њ—А–∞–≤–Є—В—М –љ–µ—А–Њ–≤–љ–Њ—Б—В–Є, –≤–Љ—П—В–Є–љ—Л, –њ–Њ–≥–љ—Г—В–Њ—Б—В–Є –і–µ—В–∞–ї–µ–є —Б–Њ–µ–і–Є–љ–µ–љ–Є—П, –Ї–Њ—В–Њ—А—Л–µ –Љ–Њ–≥–ї–Є –≤–Њ–Ј–љ–Є–Ї–љ—Г—В—М –≤–Њ –≤—А–µ–Љ—П —В—А–∞–љ—Б–њ–Њ—А—В–Є—А–Њ–≤–Ї–Є –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є, –њ—А–Є –Є—Е –њ–Њ–≥—А—Г–Ј–Ї–µ –Є–ї–Є —А–∞–Ј–≥—А—Г–Ј–Ї–µ. –С–µ–Ј –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П —Н—В–Є—Е —А–∞–±–Њ—В –Њ–±–µ—Б–њ–µ—З–Є—В—М –њ–ї–Њ—В–љ–Њ–µ –≤–Ј–∞–Є–Љ–љ–Њ–µ —Б–Њ–њ—А–Є–Ї–Њ—Б–љ–Њ–≤–µ–љ–Є–µ –≤—Б–µ—Е –і–µ—В–∞–ї–µ–є —Б—В—Л–Ї–∞ –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ.
–Э–∞ –Њ–±—К–µ–Ї—В–µ –њ—А–Њ–µ–Ї—В–љ–Њ–µ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Љ–Њ–љ—В–Є—А—Г–µ–Љ—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –і–Њ—Б—В–Є–≥–∞—О—В —Б–Њ–≤–Љ–µ—Й–µ–љ–Є–µ–Љ –≤—Б–µ—Е –Њ—В–≤–µ—А—Б—В–Є–є —Б –њ–Њ–Љ–Њ—Й—М—О –њ—А–Њ—Е–Њ–і–љ—Л—Е –Њ–њ—А–∞–≤–Њ–Ї, –і–Є–∞–Љ–µ—В—А —Ж–Є–ї–Є–љ–і—А–Є—З–µ—Б–Ї–Њ–є —З–∞—Б—В–Є –Ї–Њ—В–Њ—А—Л—Е –і–Њ–ї–ґ–µ–љ –±—Л—В—М –љ–∞ 0,2 –Љ–Љ –Љ–µ–љ—М—И–µ –і–Є–∞–Љ–µ—В—А–∞ –Њ—В–≤–µ—А—Б—В–Є–є. –° –њ–Њ–Љ–Њ—Й—М—О –Ї—Г–≤–∞–ї–і—Л –Њ–њ—А–∞–≤–Ї—Г –Ј–∞–±–Є–≤–∞—О—В –≤ –Њ—В–≤–µ—А—Б—В–Є—П, –њ—А–Є —Н—В–Њ–Љ –Ї–Њ–љ–Є—З–µ—Б–Ї–∞—П —З–∞—Б—В—М —Г–њ–Є—А–∞–µ—В—Б—П –≤ –Ї—А–Њ–Љ–Ї–Є –Њ—В–≤–µ—А—Б—В–Є–є, –Ї–Њ—В–Њ—А—Л–µ –њ–Њ –Љ–µ—А–µ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –Њ–њ—А–∞–≤–Ї–Є –≤ –≥–ї—Г–±—М –њ–∞–Ї–µ—В–∞ —Б–Њ–≤–Љ–µ—Й–∞—О—В—Б—П. –І–∞—Б—В—М –Њ—В–≤–µ—А—Б—В–Є–є (–љ–µ –Љ–µ–љ–µ–µ 10%) –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –Ј–∞–њ–Њ–ї–љ–µ–љ–∞ –њ—А–Њ–±–Ї–∞–Љ–Є, –Ї–Њ—В–Њ—А—Л–µ —Б–ї—Г–ґ–∞—В –і–ї—П —Д–Є–Ї—Б–∞—Ж–Є–Є –≤–Ј–∞–Є–Љ–љ–Њ–≥–Њ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є—П —Б–Њ–µ–і–Є–љ—П–µ–Љ—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –Є –њ—А–µ–і—Г–њ—А–µ–ґ–і–µ–љ–Є—П –Є—Е —Б–і–≤–Є–≥–∞. –Я–Њ—Н—В–Њ–Љ—Г –і–ї–Є–љ–∞ —Ж–Є–ї–Є–љ–і—А–Є—З–µ—Б–Ї–Њ–є —З–∞—Б—В–Є –њ—А–Њ–±–Ї–Є –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –±–Њ–ї—М—И–µ —Б—Г–Љ–Љ–∞—А–љ–Њ–є —В–Њ–ї—Й–Є–љ—Л –≤—Б–µ—Е –і–µ—В–∞–ї–µ–є —Б–Њ–±–Є—А–∞–µ–Љ–Њ–≥–Њ —Н–ї–µ–Љ–µ–љ—В–∞ (—В–Њ–ї—Й–Є–љ—Л –њ–∞–Ї–µ—В–∞), –∞ –і–ї–Є–љ–∞ –Ї–Њ–љ–Є—З–µ—Б–Ї–Њ–є —З–∞—Б—В–Є –Њ–±–µ—Б–њ–µ—З–Є–≤–∞—В—М —В–Њ–ї—М–Ї–Њ —Г–і–Њ–±—Б—В–≤–Њ —Г—Б—В–∞–љ–Њ–≤–Ї–Є –њ—А–Њ–±–Ї–Є –≤ –Њ—В–≤–µ—А—Б—В–Є—П. –Ъ–Њ–≥–і–∞ –њ—А–Њ–±–Ї–Є —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ—Л, –Њ–њ—А–∞–≤–Ї–Є –Љ–Њ–ґ–љ–Њ –Є–Ј–≤–ї–µ—З—М.
–°—В—П–ґ–Ї–∞ –њ–∞–Ї–µ—В–∞ —Б–Њ–µ–і–Є–љ—П–µ–Љ—Л—Е –і–µ—В–∞–ї–µ–є –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П —Б–±–Њ—А–Њ—З–љ—Л–Љ–Є –±–Њ–ї—В–∞–Љ–Є, –Ї–Њ—В–Њ—А—Л–µ —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—О—В –≤ –Ї–∞–ґ–і–Њ–µ —В—А–µ—В—М–µ –Њ—В–≤–µ—А—Б—В–Є–µ, –љ–Њ –љ–µ –і–∞–ї—М—И–µ, —З–µ–Љ —З–µ—А–µ–Ј 500 –Љ–Љ. –С–Њ–ї—В—Л –Ј–∞—В—П–≥–Є–≤–∞—О—В –і–Њ –Њ—В–Ї–∞–Ј–∞ –Є –њ–Њ—Б–ї–µ —Г—Б—В–∞–љ–Њ–≤–Ї–Є —Б–Љ–µ–ґ–љ–Њ–≥–Њ –±–Њ–ї—В–∞ –і–Њ–њ–Њ–ї–љ–Є—В–µ–ї—М–љ–Њ –њ–Њ–і—В—П–≥–Є–≤–∞—О—В.
–Ґ—А–µ–±—Г–µ–Љ–∞—П –њ–ї–Њ—В–љ–Њ—Б—В—М —Б–Њ–±–Є—А–∞–µ–Љ–Њ–≥–Њ –њ–∞–Ї–µ—В–∞ –і–Њ—Б—В–Є–≥–∞–µ—В—Б—П —В–Њ–ї—М–Ї–Њ –≤ —В–Њ–Љ —Б–ї—Г—З–∞–µ, –µ—Б–ї–Є –њ—А–Є —Г—Б—В–∞–љ–Њ–≤–Ї–µ –Ї–∞–ґ–і–Њ–≥–Њ –±–Њ–ї—В–∞ –±—Г–і–µ—В –Њ–±–µ—Б–њ–µ—З–µ–љ–∞ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М –њ–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ–≥–Њ —Г—Б—В—А–∞–љ–µ–љ–Є—П –љ–µ–њ–ї–Њ—В–љ–Њ—Б—В–Є –≤ —Б—В—Л–Ї–µ. –І–∞—Б—В–Њ —Н—В–Њ –Љ–Њ–ґ–µ—В –±—Л—В—М –і–Њ—Б—В–Є–≥–љ—Г—В–Њ —Г—Б—В–∞–љ–Њ–≤–Ї–Њ–є –±–Њ–ї—В–Њ–≤ –Њ—В —Ж–µ–љ—В—А–∞ —Б—В—Л–Ї–∞ –Ї –Ї—А–∞—П–Љ. –Т –Њ–њ—А–µ–і–µ–ї–µ–љ–љ—Л—Е –Ї–Њ–љ—Б—В—А—Г–Ї—В–Є–≤–љ—Л—Е —А–µ—И–µ–љ–Є—П—Е —Б—В—Л–Ї–Њ–≤ —В–∞–Ї–Њ–є –њ–Њ—А—П–і–Њ–Ї –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–µ–љ, —В–Њ–≥–і–∞ –њ—А–Є–Љ–µ–љ—П—О—В –Є–љ—Г—О —Б–Є—Б—В–µ–Љ—Г —Г—Б—В–∞–љ–Њ–≤–Ї–Є –±–Њ–ї—В–Њ–≤ - –Њ—В –Ї—А–∞—П –Ї —Б–µ—А–µ–і–Є–љ–µ —Г–Ј–ї–∞.
–Х—Б–ї–Є –Њ—З–µ—А–µ–і–љ–Њ—Б—В—М –Ј–∞—В—П–ґ–Ї–Є –±–Њ–ї—В–Њ–≤ –љ–µ–њ—А–∞–≤–Є–ї—М–љ–∞—П, —Г—Б—В—А–∞–љ–Є—В—М –љ–µ–њ–ї–Њ—В–љ–Њ—Б—В–Є –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, —В–∞–Ї –Ї–∞–Ї —Б–≤–Њ–±–Њ–і–љ–Њ–Љ—Г –≥–Њ—А–Є–Ј–Њ–љ—В–∞–ї—М–љ–Њ–Љ—Г –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—О —Б—В—Л–Ї–Њ–≤—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –±—Г–і—Г—В –њ—А–µ–њ—П—В—Б—В–≤–Њ–≤–∞—В—М —Б–Є–ї—Л —В—А–µ–љ–Є—П –Њ—В –љ–∞—В—П–ґ–µ–љ–Є—П —А–∞–љ–µ–µ –њ–Њ—Б—В–∞–≤–ї–µ–љ–љ—Л—Е –±–Њ–ї—В–Њ–≤.
–Ю–±—Л—З–љ–Њ –њ—А–Є —Б–±–Њ—А–Ї–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –љ–µ–Є–Ј–±–µ–ґ–љ–∞ —А–∞–Ј–ї–Є—З–љ–∞—П —Б—В–µ–њ–µ–љ—М –≤–Ј–∞–Є–Љ–љ–Њ–≥–Њ —Б–Љ–µ—Й–µ–љ–Є—П –Њ—В–≤–µ—А—Б—В–Є–є, –њ—А–Њ–Є—Б—Е–Њ–і–Є—В —Н—В–Њ –Є–Ј-–Ј–∞ –љ–µ—В–Њ—З–љ–Њ—Б—В–Є —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є—П –Њ—В–≤–µ—А—Б—В–Є–є. –Ґ–∞–Ї–Њ–µ —Б–Љ–µ—Й–µ–љ–Є–µ –Њ—В–≤–µ—А—Б—В–Є–є –љ–∞–Ј—Л–≤–∞–µ—В—Б—П —З–µ—А–љ–Њ—В–Њ–є. –Ю—В–≤–µ—А—Б—В–Є—П, –≤—Л–њ–Њ–ї–љ–µ–љ–љ—Л–µ –љ–∞ –Ј–∞–≤–Њ–і–µ-–Є–Ј–≥–Њ—В–Њ–≤–Є—В–µ–ї–µ –љ–∞ –Љ–µ–љ—М—И–Є–є –і–Є–∞–Љ–µ—В—А, –љ–∞ –Љ–Њ–љ—В–∞–ґ–љ–Њ–є –њ–ї–Њ—Й–∞–і–Ї–µ –і–Њ–≤–Њ–і—П—В –і–Њ –њ—А–Њ–µ–Ї—В–љ—Л—Е —А–∞–Ј–Љ–µ—А–Њ–≤ —А–∞—Б—Б–≤–µ—А–ї–Є–≤–∞–љ–Є–µ–Љ, –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ –ї–Є–Ї–≤–Є–і–Є—А—Г—П —В–µ–Љ —Б–∞–Љ—Л–Љ —З–µ—А–љ–Њ—В—Г.
–Я–Њ—Б–ї–µ —А–∞—Б—Б–≤–µ—А–ї–Є–≤–∞–љ–Є—П –Є –њ—А–Њ—З–Є—Б—В–Ї–Є –Њ—В–≤–µ—А—Б—В–Є–є, —Б–≤–Њ–±–Њ–і–љ—Л—Е –Њ—В —Б–±–Њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–Њ–≤, –њ–Њ—Б–ї–µ–і–љ–Є–µ —А–∞–Ј–≤–Є–љ—З–Є–≤–∞—О—В, –њ–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ –њ–µ—А–µ—Б—В–∞–≤–ї—П—О—В –≤ –њ–Њ–і–≥–Њ—В–Њ–≤–ї–µ–љ–љ—Л–µ –Њ—В–≤–µ—А—Б—В–Є—П –њ—А–Њ–µ–Ї—В–љ–Њ–≥–Њ –і–Є–∞–Љ–µ—В—А–∞ –Є —А–∞—Б—Б–≤–µ—А–ї–Є–≤–∞—О—В –Њ—Б–≤–Њ–±–Њ–і–Є–≤—И–Є–µ—Б—П –Њ—В–≤–µ—А—Б—В–Є—П. –Ґ–Њ–≥–і–∞ —В–Њ–ї—М–Ї–Њ –њ—А–Є—Б—В—Г–њ–∞—О—В –Ї –њ–Њ—Б—В–∞–љ–Њ–≤–Ї–µ –њ–Њ—Б—В–Њ—П–љ–љ—Л—Е –±–Њ–ї—В–Њ–≤.
–У–∞–є–Ї–Є –њ–Њ—Б—В–Њ—П–љ–љ—Л—Е –Є –≤—А–µ–Љ–µ–љ–љ—Л—Е –±–Њ–ї—В–Њ–≤ –Ј–∞–≤–µ—А—В—Л–≤–∞—О—В —А—Г—З–љ—Л–Љ–Є –Ї–Њ–ї–Є–Ї–Њ–≤—Л–Љ–Є –Ї–ї—О—З–∞–Љ–Є, –Њ–±—Л—З–љ—Л–Љ–Є –Є–ї–Є —В—А–µ—Й–Њ—В–Њ—З–љ—Л–Љ–Є. –Ъ–ї—О—З–Є —Б —В—А–µ—Й–Њ—В–Ї–∞–Љ–Є, –Є–Љ–µ—О—Й–Є–µ —А–∞–±–Њ—З–Є–є —Е–Њ–і —В–Њ–ї—М–Ї–Њ –≤ –Њ–і–љ–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є, —Г–і–Њ–±–љ–µ–µ, —В–∞–Ї –Ї–∞–Ї –Є—Е –љ–µ –љ—Г–ґ–љ–Њ —Б–љ–Є–Љ–∞—В—М –Є –њ–µ—А–µ—Б—В–∞–≤–ї—П—В—М –њ–Њ—Б–ї–µ –Ї–∞–ґ–і–Њ–≥–Њ –њ–Њ–≤–Њ—А–Њ—В–∞.
–Ю—В–ї–Є—З–Є—В–µ–ї—М–љ–∞—П –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В—М –Љ–Њ–љ—В–∞–ґ–љ—Л—Е –Ї–ї—О—З–µ–є –≤ —В–Њ–Љ, —З—В–Њ –Њ–љ–Є –Є–Љ–µ—О—В —Б –Њ–і–љ–Њ–є —Б—В–Њ—А–Њ–љ—Л –Ј–µ–≤ –і–ї—П –≥–∞–є–Ї–Є –Њ–њ—А–µ–і–µ–ї–µ–љ–љ–Њ–≥–Њ —А–∞–Ј–Љ–µ—А–∞, –∞ —Б –і—А—Г–≥–Њ–є –Ї–Њ–љ–Є—З–µ—Б–Ї—Г—О —З–∞—Б—В—М - –Ї–Њ–ї–Є–Ї, –Ї–Њ—В–Њ—А—Л–є —Б–ї—Г–ґ–Є—В –Њ–њ—А–∞–≤–Ї–Њ–є –њ—А–Є —Б–Њ–≤–Љ–µ—Й–µ–љ–Є–Є –Њ—В–≤–µ—А—Б—В–Є–є —Б–Њ–±–Є—А–∞–µ–Љ—Л—Е –і–µ—В–∞–ї–µ–є –Є–ї–Є –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є.
–Т —Б–і–≤–Є–≥–Њ—Г—Б—В–Њ–є—З–Є–≤—Л—Е —Б–Њ–µ–і–Є–љ–µ–љ–Є—П—Е –љ–µ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –≤–Ј–∞–Є–Љ–љ–Њ–≥–Њ —Б–Љ–µ—Й–µ–љ–Є—П —Б–Њ–µ–і–Є–љ—П–µ–Љ—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤, –і–µ–є—Б—В–≤—Г—О—Й–Є–µ —Г—Б–Є–ї–Є—П –≤–Њ—Б–њ—А–Є–љ–Є–Љ–∞—О—В —В–Њ–ї—М–Ї–Њ —Б–Є–ї—Л —В—А–µ–љ–Є—П, –∞ —Б–∞–Љ–Є –±–Њ–ї—В—Л –љ–µ–њ–Њ—Б—А–µ–і—Б—В–≤–µ–љ–љ–Њ–≥–Њ —Г—З–∞—Б—В–Є—П –≤ –њ–µ—А–µ–і–∞—З–µ —Г—Б–Є–ї–Є–є –љ–µ –њ—А–Є–љ–Є–Љ–∞—О—В. –Т —Н—В–Њ–Љ —Б–Њ—Б—В–Њ–Є—В –Є—Е –њ—А–Є–љ—Ж–Є–њ–Є–∞–ї—М–љ–Њ–µ –Њ—В–ї–Є—З–Є–µ –Њ—В —Б–Њ–µ–і–Є–љ–µ–љ–Є–є —Б –±–Њ–ї—В–∞–Љ–Є –љ–Њ—А–Љ–∞–ї—М–љ–Њ–є –Є –њ–Њ–≤—Л—И–µ–љ–љ–Њ–є —В–Њ—З–љ–Њ—Б—В–Є.
–Т —Б–Њ–µ–і–Є–љ–µ–љ–Є—П—Е –љ–∞ –љ–µ—Б—Г—Й–Є—Е –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–∞—Е –љ–∞—А—П–і—Г —Б —Б–Є–ї–∞–Љ–Є —В—А–µ–љ–Є—П –≤ –њ–µ—А–µ–і–∞—З–µ —Г—Б–Є–ї–Є–є —Г—З–∞—Б—В–≤—Г—О—В –Є —Б–∞–Љ–Є –±–Њ–ї—В—Л, –Ї–Њ—В–Њ—А—Л–µ –≤—Б—В—Г–њ–∞—О—В –≤ —А–∞–±–Њ—В—Г –∞–љ–∞–ї–Њ–≥–Є—З–љ–Њ –і—А—Г–≥–Є–Љ –±–Њ–ї—В–Њ–≤—Л–Љ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П–Љ –њ–Њ—Б–ї–µ —В–Њ–≥–Њ, –Ї–∞–Ї –і–µ–є—Б—В–≤—Г—О—Й–µ–µ —Г—Б–Є–ї–Є–µ –њ—А–µ–Њ–і–Њ–ї–µ–µ—В —Б–Є–ї—Л —В—А–µ–љ–Є—П, –њ—А–Њ–Є–Ј–Њ–є–і–µ—В —Б–і–≤–Є–ґ–Ї–∞ —Б–Њ–µ–і–Є–љ—П–µ–Љ—Л—Е –і–µ—В–∞–ї–µ–є, –Є –≥–ї–∞–і–Ї–∞—П —З–∞—Б—В—М —Б—В–µ—А–ґ–љ—П –±–Њ–ї—В–∞ –љ–∞—З–љ–µ—В –Ї–Њ–љ—В–∞–Ї—В–Є—А–Њ–≤–∞—В—М —Б –Ї—А–Њ–Љ–Ї–∞–Љ–Є –Њ—В–≤–µ—А—Б—В–Є–є —Б–Њ–µ–і–Є–љ–µ–љ–љ—Л—Е –і–µ—В–∞–ї–µ–є. –Т–≤–Є–і—Г –±–Њ–ї—М—И–Њ–є –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Њ–є –њ—А–Њ—З–љ–Њ—Б—В–Є –±–Њ–ї—В–∞ –љ–µ—Б—Г—Й—Г—О —Б–њ–Њ—Б–Њ–±–љ–Њ—Б—В—М —В–∞–Ї–Є—Е —Б–Њ–µ–і–Є–љ–µ–љ–Є–є –ї–Є–Љ–Є—В–Є—А—Г–µ—В –љ–µ —Б—А–µ–Ј —Б—В–µ—А–ґ–љ—П, –∞ —Б–Љ—П—В–Є–µ –Њ—В–≤–µ—А—Б—В–Є—П. –Ш–Ј —Н—В–Њ–≥–Њ –Њ—З–µ–≤–Є–і–љ–∞ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В—М: —З–µ–Љ –±–Њ–ї—М—И–µ —В–Њ–ї—Й–Є–љ–∞ —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –њ–∞–Ї–µ—В–∞, —В–µ–Љ –±–Њ–ї—М—И–∞—П –љ–∞–≥—А—Г–Ј–Ї–∞ –Љ–Њ–ґ–µ—В –±—Л—В—М –≤–Њ—Б–њ—А–Є–љ—П—В–∞ –±–Њ–ї—В–Њ–Љ. –Э–∞–ї–Є—З–Є–µ –і–≤—Г—Е —Д–∞–Ї—В–Њ—А–Њ–≤ - —В—А–µ–љ–Є—П –Є —Б–Љ—П—В–Є—П –Ї—А–Њ–Љ–Ї–Є –Њ—В–≤–µ—А—Б—В–Є—П - –њ–Њ–≤—Л—И–∞–µ—В –љ–µ—Б—Г—Й—Г—О —Б–њ–Њ—Б–Њ–±–љ–Њ—Б—В—М –±–Њ–ї—В–∞ –≤ 1,5-2 —А–∞–Ј–∞ –њ–Њ —Б—А–∞–≤–љ–µ–љ–Є—О —Б –±–Њ–ї—В–Њ–Љ –≤ —Б–і–≤–Є–≥–Њ—Г—Б—В–Њ–є—З–Є–≤—Л—Е —Б–Њ–µ–і–Є–љ–µ–љ–Є—П—Е –Є —Б–љ–Є–ґ–∞–µ—В —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ–Њ —З–Є—Б–ї–Њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ—Л—Е –±–Њ–ї—В–Њ–≤ –Є —Б—В–Њ–Є–Љ–Њ—Б—В—М —Б–∞–Љ–Њ–≥–Њ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П.
–Ъ–∞–Ї –њ—А–∞–≤–Є–ї–Њ, –љ–∞ –±–Њ–ї—В–∞—Е –≥—А—Г–±–Њ–є –Є –љ–Њ—А–Љ–∞–ї—М–љ–Њ–є —В–Њ—З–љ–Њ—Б—В–Є —Б–Њ–±–Є—А–∞—О—В –Љ–∞–ї–Њ–Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ—Л–µ –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є - —Д–Њ–љ–∞—А–Є, –њ–ї–Њ—Й–∞–і–Ї–Є, –ї–µ—Б—В–љ–Є—Ж—Л, –љ–µ–Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ—Л–µ —Б–≤—П–Ј–Є; –љ–∞ –±–Њ–ї—В–∞—Е –њ–Њ–≤—Л—И–µ–љ–љ–Њ–є —В–Њ—З–љ–Њ—Б—В–Є - –≤—Б–µ –Њ—Б—В–∞–ї—М–љ—Л–µ –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є, –∞ –љ–∞ –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–∞—Е - –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є —Б —В—П–ґ–µ–ї—Л–Љ —А–µ–ґ–Є–Љ–Њ–Љ —А–∞–±–Њ—В—Л. –Я—А–Є–Љ–µ—А–Њ–Љ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–Њ–≤ –Љ–Њ–≥—Г—В —Б–ї—Г–ґ–Є—В—М –Љ–Њ–љ—В–∞–ґ–љ—Л–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –њ–Њ–і–Ї—А–∞–љ–Њ–≤—Л—Е –±–∞–ї–Њ–Ї –±–Њ–ї—М—И–Є—Е –њ—А–Њ–ї–µ—В–Њ–≤ –і–ї—П –Љ–Њ—Б—В–Њ–≤—Л—Е –Ї—А–∞–љ–Њ–≤.
–Ь–Њ–љ—В–∞–ґ —Б–Њ–µ–і–Є–љ–µ–љ–Є–є –љ–∞ –±–Њ–ї—В–∞—Е –Њ–±—Л—З–љ–Њ–є –њ—А–Њ—З–љ–Њ—Б—В–Є —Б–Њ—Б—В–Њ–Є—В –Є–Ј —Б–ї–µ–і—Г—О—Й–Є—Е –Њ–њ–µ—А–∞—Ж–Є–є: –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є —Б—В—Л–Ї—Г–µ–Љ—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є; —Б–Њ–≤–Љ–µ—Й–µ–љ–Є—П –Њ—В–≤–µ—А—Б—В–Є–є –њ–Њ–і –±–Њ–ї—В—Л; —Б—В—П–≥–Є–≤–∞–љ–Є—П –њ–∞–Ї–µ—В–∞ (—Б–Њ–µ–і–Є–љ—П–µ–Љ—Л—Е –і–µ—В–∞–ї–µ–є —Б—В—Л–Ї–∞); —А–∞—Б—Б–≤–µ—А–ї–Є–≤–∞–љ–Є—П –Њ—В–≤–µ—А—Б—В–Є—П –і–Њ –њ—А–Њ–µ–Ї—В–љ–Њ–≥–Њ –і–Є–∞–Љ–µ—В—А–∞, –µ—Б–ї–Є –љ–∞ –Ј–∞–≤–Њ–і–µ –Њ–љ–Є –±—Л–ї–Є –≤—Л–њ–Њ–ї–љ–µ–љ—Л –љ–∞ –Љ–µ–љ—М—И–Є–є –і–Є–∞–Љ–µ—В—А.
–С–Њ–ї—В–Њ–≤–Њ–µ –Љ–Њ–љ—В–∞–ґ–љ–Њ–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ –і–Њ–ї–ґ–љ–Њ –Є–Љ–µ—В—М –љ–µ –Љ–µ–љ–µ–µ –і–≤—Г—Е –Њ—В–≤–µ—А—Б—В–Є–є. –Т –Њ–і–љ–Њ –Є–Ј –љ–Є—Е —Б–љ–∞—З–∞–ї–∞ –≤—Б—В–∞–≤–ї—П—О—В –Ї–Њ–ї–Є–Ї –Ї–ї—О—З–∞ –і–ї—П —Б–Њ–≤–Љ–µ—Й–µ–љ–Є—П –і—А—Г–≥–Њ–≥–Њ –Њ—В–≤–µ—А—Б—В–Є—П, –≤ –Ї–Њ—В–Њ—А–Њ–µ —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—О—В –±–Њ–ї—В, –Є –Ј–∞—В—П–≥–Є–≤–∞—О—В –µ–≥–Њ. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Ї–ї—О—З –Є–Ј–≤–ї–µ–Ї–∞—О—В –Є –≤ –Њ—Б–≤–Њ–±–Њ–і–Є–≤—И–µ–µ—Б—П –Њ—В–≤–µ—А—Б—В–Є–µ –≤—Б—В–∞–≤–ї—П—О—В –≤—В–Њ—А–Њ–є –±–Њ–ї—В. –Ф–ї—П –љ–∞–і–µ–ґ–љ–Њ–є —А–∞–±–Њ—В—Л –±–Њ–ї—В–Њ–≤–Њ–≥–Њ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –≥–∞–є–Ї–Є –Ј–∞–Ї—А—Г—З–Є–≤–∞—О—В, —Б–Њ–Ј–і–∞–≤–∞—П –≤ –±–Њ–ї—В–∞—Е –љ–∞—В—П–ґ–µ–љ–Є–µ 1,7 –Ь–Я–∞.
–Я–Њ–і –≥–Њ–ї–Њ–≤–Ї–Є –Є –≥–∞–є–Ї–Є –њ–Њ—Б—В–Њ—П–љ–љ—Л—Е –±–Њ–ї—В–Њ–≤ –Њ–±—П–Ј–∞—В–µ–ї—М–љ–Њ —Б—В–∞–≤—П—В —И–∞–є–±—Л (–љ–µ –±–Њ–ї–µ–µ –і–≤—Г—Е –њ–Њ–і –Њ–і–љ—Г –≥–∞–є–Ї—Г –Є –Њ–і–љ–Њ–є –њ–Њ–і –≥–Њ–ї–Њ–≤–Ї—Г). –Т –Љ–µ—Б—В–∞—Е –њ—А–Є–Љ—Л–Ї–∞–љ–Є—П –≥–Њ–ї–Њ–≤–Ї–Є –Є–ї–Є –≥–∞–є–Ї–Є –Ї –љ–∞–Ї–ї–Њ–љ–љ—Л–Љ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—П–Љ —Б—В–∞–≤—П—В –Ї–Њ—Б—Л–µ —И–∞–є–±—Л. –†–µ–Ј—М–±–∞ –±–Њ–ї—В–∞ –і–Њ–ї–ґ–љ–∞ –љ–∞—Е–Њ–і–Є—В—М—Б—П –≤–љ–µ –Њ—В–≤–µ—А—Б—В–Є—П —Б–Њ–µ–і–Є–љ—П–µ–Љ—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤, –∞ –≥–ї–∞–і–Ї–∞—П —З–∞—Б—В—М —Б—В–µ—А–ґ–љ—П –љ–µ –і–Њ–ї–ґ–љ–∞ –≤—Л—Б—В—Г–њ–∞—В—М –Є–Ј —И–∞–є–±—Л.
–Ю–±—П–Ј–∞—В–µ–ї—М–љ–Њ–µ —В—А–µ–±–Њ–≤–∞–љ–Є–µ: –≥–Њ–ї–Њ–≤–Ї–Є –Є –≥–∞–є–Ї–Є –±–Њ–ї—В–Њ–≤ –і–Њ–ї–ґ–љ—Л –њ–ї–Њ—В–љ–Њ —Б–Њ–њ—А–Є–Ї–∞—Б–∞—В—М—Б—П —Б –њ–ї–Њ—Б–Ї–Њ—Б—В—П–Љ–Є —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є. –Э–∞ –Ї–∞–ґ–і–Њ–Љ –±–Њ–ї—В–µ —Б–Њ —Б—В–Њ—А–Њ–љ—Л –≥–∞–є–Ї–Є –і–Њ–ї–ґ–љ–Њ –Њ—Б—В–∞–≤–∞—В—М—Б—П –љ–µ –Љ–µ–љ–µ–µ —В—А–µ—Е –љ–Є—В–Њ–Ї —Б –њ–Њ–ї–љ—Л–Љ –њ—А–Њ—Д–Є–ї–µ–Љ —А–µ–Ј—М–±—Л.
–Я—А–Њ–≤–µ—А–Ї–∞ –Ї–∞—З–µ—Б—В–≤–∞ –Ј–∞—В—П–ґ–Ї–Є –±–Њ–ї—В–Њ–≤ –њ—А–Њ–≤–Њ–і–Є—В—Б—П –њ—А–Њ—Б—В—Г–Ї–Є–≤–∞–љ–Є–µ–Љ –Є—Е –Љ–Њ–ї–Њ—В–Ї–Њ–Љ –Љ–∞—Б—Б–Њ–є 0,3-0,4 –Ї–≥. –Х—Б–ї–Є –±–Њ–ї—В –і—А–Њ–ґ–Є—В –Є–ї–Є —Б–Љ–µ—Й–∞–µ—В—Б—П, –Ј–љ–∞—З–Є—В, –Њ–љ –Ј–∞—В—П–љ—Г—В –њ–ї–Њ—Е–Њ. –Я–ї–Њ—В–љ–Њ—Б—В—М –Ј–∞—В—П–ґ–Ї–Є –і–µ—В–∞–ї–µ–є –њ—А–Њ–≤–µ—А—П—О—В —Й—Г–њ–Њ–Љ —В–Њ–ї—Й–Є–љ–Њ–є 0,3 –Љ–Љ, –Ї–Њ—В–Њ—А—Л–є –љ–µ –і–Њ–ї–ґ–µ–љ –≤—Е–Њ–і–Є—В—М –Љ–µ–ґ–і—Г —Б–Њ–±—А–∞–љ–љ—Л–Љ–Є –і–µ—В–∞–ї—П–Љ–Є –±–Њ–ї–µ–µ —З–µ–Љ –љ–∞ 20 –Љ–Љ.
–Ь–Њ–љ—В–∞–ґ–љ–Њ–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ –љ–∞ –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–∞—Е –Є–Љ–µ–µ—В –љ–µ–Ї–Њ—В–Њ—А—Л–µ –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В–Є, —Б–≤—П–Ј–∞–љ–љ—Л–µ —Б –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Њ–є —Б–Њ–µ–і–Є–љ—П–µ–Љ—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є –њ–Њ–і —Б—В—Л–Ї–Њ–≤–Ї—Г –Є —Б–њ–Њ—Б–Њ–±–Њ–Љ –љ–∞—В—П–ґ–µ–љ–Є—П –±–Њ–ї—В–Њ–≤.
–Т —Г—Б–ї–Њ–≤–Є—П—Е —Б—В—А–Њ–є–њ–ї–Њ—Й–∞–і–Ї–Є —Б–Њ–µ–і–Є–љ—П–µ–Љ—Л–µ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ–Њ–і–≥–Њ—В–Њ–≤–ї—П—О—В –≥–∞–Ј–Њ–њ–ї–∞–Љ–µ–љ–љ–Њ–є –Њ—З–Є—Б—В–Ї–Њ–є –Є–ї–Є –Њ–±—А–∞–±–Њ—В–Ї–Њ–є —Б—В–∞–ї—М–љ—Л–Љ–Є —Й–µ—В–Ї–∞–Љ–Є.
–Ю–≥–љ–µ–≤—Г—О –Њ—З–Є—Б—В–Ї—Г –њ—А–Њ–Є–Ј–≤–Њ–і—П—В —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л–Љ–Є –Љ–љ–Њ–≥–Њ–њ–ї–∞–Љ–µ–љ–љ—Л–Љ–Є –≥–Њ—А–µ–ї–Ї–∞–Љ–Є. –С–ї–∞–≥–Њ–і–∞—А—П –≤—Л—Б–Њ–Ї–Њ–є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ –њ–ї–∞–Љ–µ–љ–Є (–і–Њ 1800¬∞–°) –њ—А–Њ–Є—Б—Е–Њ–і—П—В –±—Л—Б—В—А–Њ–µ –љ–∞–≥—А–µ–≤–∞–љ–Є–µ –Є —В–µ–Љ–њ–µ—А–∞—В—Г—А–љ–∞—П –і–µ—Д–Њ—А–Љ–∞—Ж–Є—П –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–≥–Њ —Б–ї–Њ—П –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ–Њ–є –і–µ—В–∞–ї–Є, –≤ —А–µ–Ј—Г–ї—М—В–∞—В–µ —З–µ–≥–Њ –Њ–Ї–∞–ї–Є–љ–∞ –Є —А–ґ–∞–≤—З–Є–љ–∞ –Њ—В—Б–ї–∞–Є–≤–∞—О—В—Б—П, –≥—А—П–Ј—М –Є –ґ–Є—А —Б–≥–Њ—А–∞—О—В.
–Я–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є, –Њ–±—А–∞–±–Њ—В–∞–љ–љ—Л–µ –Њ–≥–љ–µ–≤—Л–Љ —Б–њ–Њ—Б–Њ–±–Њ–Љ, –Њ—З–Є—Й–∞—О—В –Њ—В –њ—А–Њ–і—Г–Ї—В–Њ–≤ —Б–≥–Њ—А–∞–љ–Є—П –Є –Њ—В—Б–ї–Њ–Є–≤—И–µ–є—Б—П –Њ–Ї–∞–ї–Є–љ—Л —Б—В–∞–ї—М–љ—Л–Љ–Є —Й–µ—В–Ї–∞–Љ–Є –Є —З–Є—Б—В–Њ–є –≤–µ—В–Њ—И—М—О, –њ–Њ—Б–ї–µ —З–µ–≥–Њ –њ—А–Є—Б—В—Г–њ–∞—О—В –Ї —Б–±–Њ—А–Ї–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П. –†–∞–Ј—А—Л–≤—Л –≤–Њ –≤—А–µ–Љ–µ–љ–Є –Љ–µ–ґ–і—Г –Њ–Ї–Њ–љ—З–∞–љ–Є–µ–Љ –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є –Є —Г—Б—В–∞–љ–Њ–≤–Ї–Њ–є –±–Њ–ї—В–Њ–≤ –љ–µ –і–Њ–ї–ґ–љ—Л –њ—А–µ–≤—Л—И–∞—В—М 4-6 —З, —В–∞–Ї –Ї–∞–Ї —Б —Г–≤–µ–ї–Є—З–µ–љ–Є–µ–Љ –≤—А–µ–Љ–µ–љ–Є —Б–љ–Є–ґ–∞–µ—В—Б—П –љ–∞–і–µ–ґ–љ–Њ—Б—В—М –Ї–Њ–љ—В–∞–Ї—В–∞ –Њ–±—А–∞–±–Њ—В–∞–љ–љ—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є.
–Я–µ—А–µ–і –њ–Њ—Б—В–∞–љ–Њ–≤–Ї–Њ–є –±–Њ–ї—В—Л –Є –≥–∞–є–Ї–Є –њ–Њ–Љ–µ—Й–∞—О—В –≤ —А–µ—И–µ—В—З–∞—В—Г—О —В–∞—А—Г –Є –Њ–њ—Г—Б–Ї–∞—О—В –≤ –Ї–Є–њ—П—Й—Г—О –≤–Њ–і—Г –і–ї—П –Њ—З–Є—Б—В–Ї–Є –Њ—В –Ј–∞–≤–Њ–і—Б–Ї–Њ–є –Ї–Њ–љ—Б–µ—А–≤–Є—А—Г—О—Й–µ–є —Б–Љ–∞–Ј–Ї–Є, –Ј–∞—В–µ–Љ - –≤ –≤–∞–љ–љ—Г —Б–Њ —Б–Љ–µ—Б—М—О 15% –Љ–Є–љ–µ—А–∞–ї—М–љ–Њ–≥–Њ –Љ–∞—Б–ї–∞ –Є 85% –±–µ–љ–Ј–Є–љ–∞.
–Э–∞–і–µ–ґ–љ–∞—П —А–∞–±–Њ—В–∞ —Б–Њ–µ–і–Є–љ–µ–љ–Є–є –љ–∞ –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–∞—Е –Љ–Њ–ґ–µ—В –±—Л—В—М –Њ–±–µ—Б–њ–µ—З–µ–љ–∞ —В–Њ–ї—М–Ї–Њ –њ—А–Є —Б—В–∞–±–Є–ї—М–љ–Њ–Љ –љ–∞—В—П–ґ–µ–љ–Є–Є –≤—Б–µ—Е –±–Њ–ї—В–Њ–≤. –Т —Г—Б–ї–Њ–≤–Є—П—Е –Љ–Њ–љ—В–∞–ґ–љ–Њ–є –њ–ї–Њ—Й–∞–і–Ї–Є –Њ–њ—А–µ–і–µ–ї–µ–љ–Є–µ —Г—Б–Є–ї–Є—П –љ–∞—В—П–ґ–µ–љ–Є—П –њ—А–∞–Ї—В–Є—З–µ—Б–Ї–Є –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, –њ–Њ—Н—В–Њ–Љ—Г –њ—А–Є–љ—П—В–∞ –Љ–µ—В–Њ–і–Є–Ї–∞ –Ї–Њ—Б–≤–µ–љ–љ–Њ–є –Њ—Ж–µ–љ–Ї–Є —Г—Б–Є–ї–Є—П –љ–∞—В—П–ґ–µ–љ–Є—П —З–µ—А–µ–Ј –≤–µ–ї–Є—З–Є–љ—Г –Ї—А—Г—В—П—Й–µ–≥–Њ –Љ–Њ–Љ–µ–љ—В–∞ –Ь–Ї—А, –Ї–Њ—В–Њ—А—Л–є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Є–ї–Њ–ґ–Є—В—М –Ї –≥–∞–є–Ї–µ –і–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –Ј–∞–і–∞–љ–љ–Њ–≥–Њ –љ–∞—В—П–ґ–µ–љ–Є—П –±–Њ–ї—В–∞.
–Ч–∞–≤–Є—Б–Є–Љ–Њ—Б—В—М –Љ–µ–ґ–і—Г –Ї—А—Г—В—П—Й–Є–Љ –Љ–Њ–Љ–µ–љ—В–Њ–Љ –Є –љ–∞—В—П–ґ–µ–љ–Є–µ–Љ –±–Њ–ї—В–∞ –† –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В—М—О
–Ь–Ї—А = kPd,
–≥–і–µ k - –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В –Ј–∞–Ї—А—Г—З–Є–≤–∞–љ–Є—П –±–Њ–ї—В–∞; d - –љ–Њ–Љ–Є–љ–∞–ї—М–љ—Л–є –і–Є–∞–Љ–µ—В—А –±–Њ–ї—В–∞, –Љ.
–Ч–љ–∞—З–µ–љ–Є–µ –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В–∞ –Ј–∞–Ї—А—Г—З–Є–≤–∞–љ–Є—П –Ј–∞–≤–Є—Б–Є—В –Њ—В –Ї–∞—З–µ—Б—В–≤–∞ –±–Њ–ї—В–Њ–≤, –≥–∞–µ–Ї –Є —И–∞–є–± –Є –≤ —Б—А–µ–і–љ–µ–Љ —Б–Њ—Б—В–∞–≤–ї—П–µ—В 0,14-0,22.
–Э–∞—В—П–ґ–µ–љ–Є–µ –њ–Њ –Ї—А—Г—В—П—Й–µ–Љ—Г –Љ–Њ–Љ–µ–љ—В—Г –≤—Л–њ–Њ–ї–љ—П—О—В —Б–љ–∞—З–∞–ї–∞ –≥–∞–є–Ї–Њ–≤–µ—А—В–Њ–Љ –љ–∞ 70-80% –њ—А–Њ–µ–Ї—В–љ–Њ–≥–Њ —Г—Б–Є–ї–Є—П —Б –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–є –Ј–∞—В—П–ґ–Ї–Њ–є –і–Є–љ–∞–Љ–Њ–Љ–µ—В—А–Є—З–µ—Б–Ї–Є–Љ –Ї–ї—О—З–Њ–Љ.
–Ъ–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є –Ї–ї—О—З–µ–є –Љ–Њ–ґ–љ–Њ —А–∞–Ј–і–µ–ї–Є—В—М –љ–∞ –і–≤–∞ —В–Є–њ–∞: –Є–љ–і–Є–Ї–∞—В–Њ—А–љ—Л–µ –Є –њ—А–µ–і–µ–ї—М–љ–Њ–≥–Њ –Љ–Њ–Љ–µ–љ—В–∞. –Ш–љ–і–Є–Ї–∞—В–Њ—А–љ—Л–µ –Ї–ї—О—З–Є –њ–Њ–Ї–∞–Ј—Л–≤–∞—О—В –≤–µ–ї–Є—З–Є–љ—Г –њ—А–Є–Ї–ї–∞–і—Л–≤–∞–µ–Љ–Њ–≥–Њ –Љ–Њ–Љ–µ–љ—В–∞, –∞ –Ї–ї—О—З–Є –њ—А–µ–і–µ–ї—М–љ–Њ–≥–Њ –Љ–Њ–Љ–µ–љ—В–∞ —Б—А–∞–±–∞—В—Л–≤–∞—О—В –њ—А–Є –і–Њ—Б—В–Є–ґ–µ–љ–Є–Є –Ї—А—Г—В—П—Й–Є–Љ –Љ–Њ–Љ–µ–љ—В–Њ–Љ –Ј–∞–і–∞–љ–љ–Њ–є –≤–µ–ї–Є—З–Є–љ—Л.
–Э–∞ –Ї–Њ–љ—Ж–µ —А—Г–Ї–Њ—П—В–Ї–Є –Є–љ–і–Є–Ї–∞—В–Њ—А–љ–Њ–≥–Њ –Ї–ї—О—З–∞ –Ј–∞–Ї—А–µ–њ–ї–µ–љ–∞ –≥–Њ–ї–Њ–≤–Ї–∞ —Б –Ј–∞–Ї—А—Л—В—Л–Љ –Ј–µ–≤–Њ–Љ. –Ъ –≥–Њ–ї–Њ–≤–Ї–µ –њ—А–Є–≤–∞—А–µ–љ–∞ –њ–ї–∞–љ–Ї–∞ —Б –љ–µ–њ–Њ–і–≤–Є–ґ–љ—Л–Љ —П–Ј—Л—З–Ї–Њ–Љ –њ—А—П–Љ–Њ—Г–≥–Њ–ї—М–љ–Њ–≥–Њ —Б–µ—З–µ–љ–Є—П. –Ь–µ–ґ–і—Г —А—Г–Ї–Њ—П—В–Ї–Њ–є –Ї–ї—О—З–∞ –Є —П–Ј—Л—З–Ї–Њ–Љ –µ—Б—В—М –Ј–∞–Ј–Њ—А 2-3 –Љ–Љ, –±–ї–∞–≥–Њ–і–∞—А—П –Ї–Њ—В–Њ—А–Њ–Љ—Г –њ—А–Є –Є–Ј–≥–Є–±–µ —А—Г–Ї–Њ—П—В–Ї–Є —П–Ј—Л—З–Њ–Ї –Њ—Б—В–∞–µ—В—Б—П –љ–µ–њ–Њ–і–≤–Є–ґ–љ—Л–Љ. –Ъ —А—Г–Ї–Њ—П—В–Ї–µ –Ї–ї—О—З–∞ –ґ–µ—Б—В–Ї–Њ –њ—А–Є–Ї—А–µ–њ–ї–µ–љ –Є–љ–і–Є–Ї–∞—В–Њ—А —З–∞—Б–Њ–≤–Њ–≥–Њ —В–Є–њ–∞, –Є–Ј–Љ–µ—А–Є—В–µ–ї—М–љ—Л–є —Б—В–µ—А–ґ–µ–љ—М –Ї–Њ—В–Њ—А–Њ–≥–Њ –Ї–∞—Б–∞–µ—В—Б—П —П–Ј—Л—З–Ї–∞. –Я—А–Є –Ј–∞–≤–µ—А—В—Л–≤–∞–љ–Є–Є –≥–∞–є–Ї–Є —А—Г–Ї–Њ—П—В–Ї–∞ –Ї–ї—О—З–∞ –њ–Њ–і –і–µ–є—Б—В–≤–Є–µ–Љ —Г—Б–Є–ї–Є—П, –њ—А–Є–ї–Њ–ґ–µ–љ–љ–Њ–≥–Њ –Ї –µ–µ –Ї–Њ–љ—Ж—Г, –Є–Ј–≥–Є–±–∞–µ—В—Б—П, –≤ —А–µ–Ј—Г–ї—М—В–∞—В–µ —З–µ–≥–Њ —Г–Љ–µ–љ—М—И–∞–µ—В—Б—П —А–∞—Б—Б—В–Њ—П–љ–Є–µ –Љ–µ–ґ–і—Г –≤–µ—А—Е–љ–µ–є –Ї—А–Њ–Љ–Ї–Њ–є —А—Г–Ї–Њ—П—В–Ї–Є –Є —П–Ј—Л—З–Ї–Њ–Љ. –Ш–Ј–Љ–µ–љ–µ–љ–Є–µ —Н—В–Њ–≥–Њ —А–∞—Б—Б—В–Њ—П–љ–Є—П –љ–∞ 1 –Љ–Љ —Д–Є–Ї—Б–Є—А—Г–µ—В –Є–љ–і–Є–Ї–∞—В–Њ—А —Б —Ж–µ–љ–Њ–є –і–µ–ї–µ–љ–Є—П 0,01 –Љ–Љ. –Ч–∞–≤–Є—Б–Є–Љ–Њ—Б—В—М –Љ–µ–ґ–і—Г –Ї—А—Г—В—П—Й–Є–Љ –Љ–Њ–Љ–µ–љ—В–Њ–Љ –Є –њ–Њ–Ї–∞–Ј–∞–љ–Є—П–Љ–Є –Є–љ–і–Є–Ї–∞—В–Њ—А–∞ –Њ–њ—А–µ–і–µ–ї—П—О—В –њ–Њ —В–∞—А–Є—А–Њ–≤–Њ—З–љ–Њ–Љ—Г —Г—Б—В—А–Њ–є—Б—В–≤—Г –Є–ї–Є —В–∞—А–Є—А–Њ–≤–Њ—З–љ–Њ–Љ—Г –≥—А–∞—Д–Є–Ї—Г.
–Ґ—А–µ–±–Њ–≤–∞–љ–Є—П –Ї –Ї–∞—З–µ—Б—В–≤—Г –Ј–∞—В—П–ґ–Ї–Є –±–Њ–ї—В–Њ–≤. –°–њ–µ—Ж–Є—Д–Є–Ї–∞ —Б–Њ–µ–і–Є–љ–µ–љ–Є–є –љ–∞ –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–∞—Е —В—А–µ–±—Г–µ—В —В—Й–∞—В–µ–ї—М–љ–Њ–≥–Њ –Ї–Њ–љ—В—А–Њ–ї—П —Г—Б–Є–ї–Є—П –љ–∞—В—П–ґ–µ–љ–Є—П –±–Њ–ї—В–Њ–≤. –Т—Л–±–Њ—А–Њ—З–љ–Њ–є –њ—А–Њ–≤–µ—А–Ї–µ –њ–Њ–і–ї–µ–ґ–∞—В 25% –±–Њ–ї—В–Њ–≤ –≤ —Б–Њ–µ–і–Є–љ–µ–љ–Є–Є, –∞ –њ—А–Є –Є—Е –Ї–Њ–ї–Є—З–µ—Б—В–≤–µ 5 —И—В. –Є –Љ–µ–љ–µ–µ –Ї–Њ–љ—В—А–Њ–ї–Є—А—Г—О—В –≤—Б–µ –±–Њ–ї—В—Л. –Ю—В–Ї–ї–Њ–љ–µ–љ–Є–µ —Д–∞–Ї—В–Є—З–µ—Б–Ї–Њ–≥–Њ –Ї—А—Г—В—П—Й–µ–≥–Њ –Љ–Њ–Љ–µ–љ—В–∞ –Њ—В —А–∞—Б—З–µ—В–љ–Њ–≥–Њ –љ–µ –і–Њ–ї–ґ–љ–Њ –њ—А–µ–≤—Л—И–∞—В—М 0+20%.
–Я—А–Є –Њ–±–љ–∞—А—Г–ґ–µ–љ–Є–Є —Е–Њ—В—П –±—Л –Њ–і–љ–Њ–≥–Њ –±–Њ–ї—В–∞, –љ–∞—В—П–ґ–µ–љ–Є–µ –Ї–Њ—В–Њ—А–Њ–≥–Њ –љ–µ –Њ—В–≤–µ—З–∞–µ—В —Г–Ї–∞–Ј–∞–љ–љ–Њ–Љ—Г —В—А–µ–±–Њ–≤–∞–љ–Є—О, –Ї–Њ–љ—В—А–Њ–ї—О –њ–Њ–і–ї–µ–ґ–∞—В –≤—Б–µ –±–Њ–ї—В—Л –≤ —Б–Њ–µ–і–Є–љ–µ–љ–Є–Є, –Є –љ–∞—В—П–ґ–µ–љ–Є–µ –Ї–∞–ґ–і–Њ–≥–Њ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М –і–Њ–≤–µ–і–µ–љ–Њ –і–Њ —В—А–µ–±—Г–µ–Љ–Њ–є –≤–µ–ї–Є—З–Є–љ—Л. –†–µ–Ј—Г–ї—М—В–∞—В—Л –њ—А–Њ–≤–µ—А–Ї–Є —А–µ–≥–Є—Б—В—А–Є—А—Г—О—В –≤ –ґ—Г—А–љ–∞–ї–µ —Г—Б—В–∞–љ–Њ–≤–Ї–Є –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–Њ–≤.
–Я–Њ–Љ–Є–Љ–Њ –њ—А–Њ–≤–µ—А–Ї–Є —Д–∞–Ї—В–Є—З–µ—Б–Ї–Њ–≥–Њ –љ–∞—В—П–ґ–µ–љ–Є—П –±–Њ–ї—В–Њ–≤ —В–∞—А–Є—А–Њ–≤–∞–љ–љ—Л–Љ–Є —А—Г—З–љ—Л–Љ–Є –Ї–ї—О—З–∞–Љ–Є –Є–ї–Є –њ–Њ —Г–≥–ї—Г –њ–Њ–≤–Њ—А–Њ—В–∞ –Ї–Њ–љ—В—А–Њ–ї—М –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—О—В –њ—А–Њ–≤–µ—А–Ї–Њ–є –њ–ї–Њ—В–љ–Њ—Б—В–Є –њ–∞–Ї–µ—В–∞ —Й—Г–њ–Њ–Љ —В–Њ–ї—Й–Є–љ–Њ–є 0,05 –Љ–Љ, –Ї–Њ—В–Њ—А—Л–є –љ–µ –і–Њ–ї–ґ–µ–љ –њ—А–Њ–љ–Є–Ї–∞—В—М –≤–≥–ї—Г–±—М –њ–∞–Ї–µ—В–∞ –њ—А–Њ—В–Є–≤ —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ—Л—Е –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–Њ–≤. –Я–Њ—Б–ї–µ –Ї–Њ–љ—В—А–Њ–ї—П –≥–Њ–ї–Њ–≤–Ї–Є –±–Њ–ї—В–Њ–≤ –Њ–Ї—А–∞—И–Є–≤–∞—О—В.
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
–Ъ–∞–Ї–Њ–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ - —Б–≤–∞—А–Ї–∞ –Є–ї–Є –≤—Л—Б–Њ–њ—А–Њ—З–љ–Њ–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ? —А–∞–Ј–љ—Л–µ —В—А–µ–±–Њ–≤–∞–љ–Є—П –њ—А–Є –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–µ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
–°–∞–є 
–≠—В–Њ –Ї–ї–∞—Б—Б–љ—Л–є —Г—З–µ–±–љ–Є–Ї (–°–Э–Ш–Я). –Т —Б–±–Њ—А–Њ—З–љ–Њ–Љ —З–µ—А—В–µ–ґ–µ —Г–Ї–∞–Ј–∞–љ—Л –≤—Б–µ –Ї—А–µ–њ—С–ґ–љ—Л–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П (–±–Њ–ї—В—Л) —Б –Є—Е —А–∞–Ј–Љ–µ—А–∞–Љ–Є –Є –Ї–ї–∞—Б—Б–Њ–Љ –њ—А–Њ—З–љ–Њ—Б—В–Є. –Ш —В—Л —В—Г–њ–Њ –±–µ—А—С—И—М —В–Њ —З—В–Њ –љ–∞–њ–Є—Б–∞–љ–Њ –Є –Ї—А–µ–њ–Є—И—М –Ї—Г–і–∞ –њ–Њ–Ї–∞–Ј–∞–љ–Њ. –І—В–Њ –Ї–∞—Б–∞–µ—В—Б—П "–њ—А–∞–≤–Њ–Ї" —В–∞–Ї –Њ–љ–Є –µ—Б—В—М —Г –Ї–∞–ґ–і–Њ–≥–Њ –Љ–Њ–љ—В–∞–ґ–љ–Є–Ї–∞ –Є –Ї–∞–Ї —Б –љ–Є–Љ–Є —А–∞–±–Њ—В–∞—В—М –і–∞–ґ–µ –≤–Њ–њ—А–Њ—Б–∞ –љ–µ —Б—В–Њ–Є—В,—Н—В–Њ –њ–µ—А–≤–Њ–µ —З–µ–Љ—Г —Г—З–∞—В—Б—П.
–≠—В–Њ –Ї–ї–∞—Б—Б–љ—Л–є —Г—З–µ–±–љ–Є–Ї (–°–Э–Ш–Я). –Т —Б–±–Њ—А–Њ—З–љ–Њ–Љ —З–µ—А—В–µ–ґ–µ —Г–Ї–∞–Ј–∞–љ—Л –≤—Б–µ –Ї—А–µ–њ—С–ґ–љ—Л–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П (–±–Њ–ї—В—Л) —Б –Є—Е —А–∞–Ј–Љ–µ—А–∞–Љ–Є –Є –Ї–ї–∞—Б—Б–Њ–Љ –њ—А–Њ—З–љ–Њ—Б—В–Є. –Ш —В—Л —В—Г–њ–Њ –±–µ—А—С—И—М —В–Њ —З—В–Њ –љ–∞–њ–Є—Б–∞–љ–Њ –Є –Ї—А–µ–њ–Є—И—М –Ї—Г–і–∞ –њ–Њ–Ї–∞–Ј–∞–љ–Њ. –І—В–Њ –Ї–∞—Б–∞–µ—В—Б—П "–њ—А–∞–≤–Њ–Ї" —В–∞–Ї –Њ–љ–Є –µ—Б—В—М —Г –Ї–∞–ґ–і–Њ–≥–Њ –Љ–Њ–љ—В–∞–ґ–љ–Є–Ї–∞ –Є –Ї–∞–Ї —Б –љ–Є–Љ–Є —А–∞–±–Њ—В–∞—В—М –і–∞–ґ–µ –≤–Њ–њ—А–Њ—Б–∞ –љ–µ —Б—В–Њ–Є—В,—Н—В–Њ –њ–µ—А–≤–Њ–µ —З–µ–Љ—Г —Г—З–∞—В—Б—П.
-
alex45
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 15376
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 01 –Љ–∞—А 2005, 22:04
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
- –Ъ–Њ–љ—В–∞–Ї—В–љ–∞—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П:
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
Fedorov –њ–Є—Б–∞–ї(–∞): –І—В–Њ –Ї–∞—Б–∞–µ—В—Б—П "–њ—А–∞–≤–Њ–Ї" ...
–°–≤–∞–µ–Ї
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
–≠—В–Њ —А–∞–Ј–љ—Л–µ –≤–µ—Й–Є. –°–≤–∞–є–Ї–∞ (–Љ–Њ—А–Ї–Њ–≤–Ї–∞) –Є –њ—А–∞–≤–Ї–∞ –њ–Њ—Е–Њ–ґ–Є –љ–Њ —З—Г—В—М —А–∞–Ј–љ—Л–µ –Ј–∞–і–∞—З–Є –њ–Њ—Е–Њ–ґ–Є –љ–Њ —Н—В–Њ –Ї–∞–Ї —А—Г–ї–µ—В–Ї–∞ –Є —И—В–∞–љ–≥–µ–ї—М —Ж–Є—А–Ї—Г–ї—М
-
alex45
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 15376
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 01 –Љ–∞—А 2005, 22:04
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
- –Ъ–Њ–љ—В–∞–Ї—В–љ–∞—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П:
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
–Э–Њ –≤—Б—С —А–∞–≤–љ–Њ - —Б–≤–∞–є–Ї–∞ —А–£–ї–Є—В

/–£ –љ–∞—Б —А—Г–ї–µ—В–Њ—З–љ–∞—П –Ј–∞–і–∞—З–∞/
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
–Р —П –≤–Њ—В –≤–Њ–Ј—М–Љ—Г –Є –љ–µ –±—Г–і—Г —Б–њ–Њ—А–Є—В—М
-
–Т–∞–љ—И—В–∞–є–љ
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 111
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 05 –∞–≤–≥ 2010, 12:38
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
NightPatrol –њ–Є—Б–∞–ї(–∞):–Я—А–Є–≤–µ—В—Б—В–≤—Г—О –Ї–Њ–ї–ї–µ–≥–Є. –Т–Њ–њ—А–Њ—Б–Є–Ї –љ–∞–Ј—А–µ–ї, –Ї–∞–Ї –Ї —Б–њ–µ—Ж–∞–Љ –њ–Њ –Љ–µ—В–∞–ї–ї–Њ–Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є—П–Љ. –°–µ–≥–Њ–і–љ—П –љ–∞ –Њ–±—К–µ–Ї—В–µ (—В–∞–Ї–ґ–µ —Б–±–Њ—А–Ї–∞ –Љ–µ—В. –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є) –Є–љ–ґ–µ–љ–µ—А —В–µ—Е–љ–∞–і–Ј–Њ—А–∞ –≤—Л–і–∞–ї: "–Р –≤—Л –њ—А–Є–Љ—Л–Ї–∞–љ–Є–µ –Љ–Њ–љ—В–∞–ґ–љ—Л—Е –њ–ї–∞—Б—В–Є–љ –і–Њ –Љ–µ—В–∞–ї–ї–∞ –Ј–∞—З–Є—Й–∞–µ—В–µ? –Р –±–Њ–ї—В—Л —Б –≥–∞–є–Ї–∞–Љ–Є –Њ—В —Б–Љ–∞–Ј–Ї–Є –Њ—В—З–Є—Й–∞–µ—В–µ, –Њ—В–Љ—Л–≤–∞–µ—В–µ?" –Я–Њ—П—Б–љ—О. –®–≤–µ–ї–ї–µ—А–∞, –Ї–Њ—В–Њ—А—Л–µ —Б–Њ–µ–і–Є–љ—П–µ–Љ –љ–∞ –±–Њ–ї—В–∞—Е, –Ј–∞–≥—А—Г–љ—В–Њ–≤–∞–љ—Л –≤ –Ј–∞–≤–Њ–і—Б–Ї–Є—Е —Г—Б–ї–Њ–≤–Є—П—Е. –С–Њ–ї—В—Л –Є –≥–∞–є–Ї–Є –њ–Њ–Ї—А—Л—В—Л —В–Њ–љ–Ї–Є–Љ —Б–ї–Њ–µ–Љ —Б–Љ–∞–Ј–Ї–Є (–Ї–∞–Ї –±—Г–і—В–Њ –ґ–Є–і–Ї–Њ–є —Б–Љ–∞–Ј–Ї–Њ–є –±—Л–ї–Є –Њ–±–ї–Є—В—Л –Є –≤—Л—В–µ—А—В—Л). –Р —В–µ–њ–µ—А—М –≤–Њ–њ—А–Њ—Б, —Н—В–Њ —В—Г–њ–Њ–є –љ–∞–µ–Ј–і –Є–ї–Є –≤—Б—С-—В–∞–Ї–Є —В–∞–Ї –Є –і–Њ–ї–ґ–љ–Њ –±—Л—В—М? –Т–Њ—В —В–Њ–ї—М–Ї–Њ –Ј–і—А–∞–≤—Л–Љ —Б–Љ—Л—Б–ї–Њ–Љ —Н—В–Є –њ—А–µ–і—К—П–≤—Л –Є –љ–µ –њ–∞—Е–љ—Г—В... –Ш –Ї—Б—В–∞—В–Є, –Љ–Њ–ґ–µ—В –Ї—В–Њ —Б—Б—Л–ї–Њ—З–Ї–Є –љ–∞ –љ–Њ—А–Љ–∞—В–Є–≤–љ—Л–µ –і–Њ–Ї—Г–Љ–µ–љ—В—Л –і–∞—Б—В, –µ—Б–ї–Є –љ–∞–µ–Ј–і –Ґ–Э –Њ–±–Њ—Б–љ–Њ–≤–∞–љ. –Ч–∞—А–∞–љ–µ–µ —Б–њ–∞—Б–Є–±–Њ –Ј–∞ –Ї–Њ–љ—Б—В—А—Г–Ї—В–Є–≤–љ—Л–µ –Њ—В–≤–µ—В—Л.
–Т —В—А–µ–±–Њ–≤–∞–љ–Є–Є —В–µ—Е–љ–∞–і–Ј–Њ—А–∞ –µ—Б—В—М –Ј–і—А–∞–≤–∞—П –Љ—Л—Б–ї—М. –Ч–∞—З–Є—Й–∞—В—М –Њ—В —Б–Љ–∞–Ј–Ї–Є –±–Њ–ї—В–Њ–≤—Л–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –Є —В–µ –Љ–µ—Б—В–∞, —Б –Ї–Њ—В–Њ—А—Л–Љ–Є —А–∞–±–Њ—В–∞—О—В –Љ–Њ–љ—В–∞–ґ–љ–Є–Ї–Є (—Б–≤–∞—А—Й–Є–Ї–Є –Є —В.–і.) –Є –≥—А—Г–љ—В–Њ–≤–∞—В—М –Є—Е –њ–Њ—Б–ї–µ - –љ–Њ—А–Љ–∞–ї—М–љ–∞—П –њ—А–∞–Ї—В–Є–Ї–∞. –Я–Њ—В–Њ–Љ—Г –Ї–∞–Ї –њ–Њ—Б–ї–µ –Њ–њ—А–µ–і–µ–ї–µ–љ–љ–Њ–≥–Њ —В–Є–њ–∞ —А–∞–±–Њ—В, —Б–ї–µ–і—Г–µ—В –∞–Ї—В –њ—А–Є–µ–Љ–Ї–Є, –њ–Њ–і–њ–Є—Б—Л–≤–∞–µ–Љ—Л–є —В–µ—Е–љ–∞–і–Ј–Њ—А–Њ–Љ. –Э–∞ –њ—А–Є–Љ–µ—А–µ –Ї–Њ–љ–Ї—А–µ—В–љ–Њ–є —Б–Є—В—Г–∞—Ж–Є–Є, –њ–Њ—Б–ї–µ —Б–±–Њ—А—Й–Є–Ї–Њ–≤- –Љ–Њ–љ—В–∞–ґ–љ–Є–Ї–Њ–≤ –≤–µ—А–Њ—П—В–љ–µ–µ –≤—Б–µ–≥–Њ —Б–ї–µ–і—Г–µ—В –∞–љ—В–Є–Ї–Њ—А—А–Њ–Ј–Є–Њ–љ–љ–∞—П —А–∞–±–Њ—В–∞, –≤–Ї–ї—О—З–∞—О—Й–∞—П –≤ —Б–µ–±—П –њ–µ—Б–Ї–Њ—Б—В—А—Г–є–љ—Л–µ —А–∞–±–Њ—В—Л (–ї–Є–±–Њ –њ—А–Њ—Б—В–Њ –Ј–∞—З–Є—Б—В–Ї–∞) —Б –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–є –Њ–Ї—А–∞—Б–Ї–Њ–є –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є. –Ґ—Г—В –Є –≤—Б–њ–ї—Л–≤–∞—О—В —В–∞–Ї–Є–µ –љ—О–∞–љ—Б—Л, –Ї–∞–Ї –±–Њ–ї—В—Л –≤ —Б–Љ–∞–Ј–Ї–µ, –њ—А–Њ–≥–∞—А—Л –Њ—В —Б–≤–∞—А–Ї–Є –Є —В.–і , –Ї–Њ—В–Њ—А—Л–µ –њ–µ—А–µ–і –њ–Њ–Ї—А–∞—Б–Ї–Њ–є —Б–ї–µ–і—Г–µ—В –Ј–∞—З–Є—Б—В–Є—В—М. –Ш –њ—А–Є—Е–Њ–і–Є—В—Б—П —Н—В–Њ–є –Љ—Г—В–Њ—А–љ–Њ–є —А–∞–±–Њ—В–Њ–є –Ј–∞–љ–Є–Љ–∞—В—М—Б—П –Љ–∞–ї—П—А–∞–Љ (—З–∞—Б—В–Њ - –±–µ—Б–њ–ї–∞—В–љ–Њ), —Е–Њ—В—П –њ–Њ –∞–Ї—В—Г –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є –Є–і—Г—В —Г–ґ–µ –≥–Њ—В–Њ–≤—Л–Љ–Є –Ї –Њ–Ї—А–∞—Б–Њ—З–љ—Л–Љ —А–∞–±–Њ—В–∞–Љ. –Т–Њ—В —В–µ—Е–љ–∞–і–Ј–Њ—А –Є —А–µ—И–Є–ї –њ–µ—А–µ—Б—В—А–∞—Е–Њ–≤–∞—В—М—Б—П. –Я—А–∞–≤–і–∞, —П –љ–µ –Ј–љ–∞—О –≤—Б–µ—Е –њ–Њ–і—А–Њ–±–љ–Њ—Б—В–µ–є, –Љ–Њ–ґ–µ—В –Є –љ–µ –≤ —Н—В–Њ–Љ –њ—А–Є—З–Є–љ–∞. –Э–Њ, –њ–Њ –Ї—А–∞–є–љ–µ–є –Љ–µ—А–µ, —В–∞–Ї–∞—П –Љ–Њ—П –≤–µ—А—Б–Є—П.
-
alex45
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 15376
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 01 –Љ–∞—А 2005, 22:04
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
- –Ъ–Њ–љ—В–∞–Ї—В–љ–∞—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П:
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
–Т–∞–љ—И—В–∞–є–љ –њ–Є—Б–∞–ї(–∞):–Я—А–∞–≤–і–∞, —П –љ–µ –Ј–љ–∞—О –≤—Б–µ—Е –њ–Њ–і—А–Њ–±–љ–Њ—Б—В–µ–є, –Љ–Њ–ґ–µ—В –Є –љ–µ –≤ —Н—В–Њ–Љ –њ—А–Є—З–Є–љ–∞. –Э–Њ, –њ–Њ –Ї—А–∞–є–љ–µ–є –Љ–µ—А–µ, —В–∞–Ї–∞—П –Љ–Њ—П –≤–µ—А—Б–Є—П.
–Ь—Л –ґ–µ –њ–Њ—В–Њ–Љ –Є –њ–Њ–і–Ї—А–∞—И–Є–≤–∞–µ–Љ. –Ґ–Є–њ–∞ - —Б–і–∞—С–Љ "–њ–Њ–і –Ї–ї—О—З".
–Я—А–Є—З–Є–љ–∞ –≤ —В–Њ–Љ, —З—В–Њ –љ–∞—И–µ–Љ—Г –Ј–∞–Ї–∞–Ј—З–Є–Ї—Г (–Њ–љ –љ–∞ –≥–µ–љ–њ–Њ–і—А—П–і–µ) –µ–≥–Њ –Ј–∞–Ї–∞–Ј—З–Є–Ї (–Є–љ–≤–µ—Б—В–Њ—А –≤—Б–µ–≥–Њ –њ—А–Њ–µ–Ї—В–∞, –∞ —В–∞–Љ –Љ–µ–≥–∞–і–µ–љ—М–≥–Є
–і–∞–ґ–µ –∞–≤–∞–љ—Б.

Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
alex45 –њ–Є—Б–∞–ї(–∞):–Я—А–Є—З–Є–љ–∞ –≤ —В–Њ–Љ, —З—В–Њ –љ–∞—И–µ–Љ—Г –Ј–∞–Ї–∞–Ј—З–Є–Ї—Г (–Њ–љ –љ–∞ –≥–µ–љ–њ–Њ–і—А—П–і–µ) –µ–≥–Њ –Ј–∞–Ї–∞–Ј—З–Є–Ї (–Є–љ–≤–µ—Б—В–Њ—А –≤—Б–µ–≥–Њ –њ—А–Њ–µ–Ї—В–∞, –∞ —В–∞–Љ –Љ–µ–≥–∞–і–µ–љ—М–≥–Є
–і–∞–ґ–µ –∞–≤–∞–љ—Б.
–Ґ—Л —Е–Њ—З–µ—И—М —Б–Ї–∞–Ј–∞—В—М —З—В–Њ –µ—Б–ї–Є –≤—Л –±—Г–і–Є—В–µ –Ј–∞—З–Є—Й–∞—В—М –і–Њ —З–Є—Б—В–Њ–≥–Њ –Љ–µ—В–∞–ї–ї–∞ —Б—В—Л–Ї–Є –µ–Љ—Г –∞–≤–∞–љ—Б –Ј–∞–њ–ї–∞—В—П—В?????

-
Akim
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 4851
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 11 –Њ–Ї—В 2005, 21:32
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
3.8. –Т –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є—П—Е —Б —Б–Њ–µ–і–Є–љ–µ–љ–Є—П–Љ–Є –љ–∞ –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–∞—Е –љ–µ –њ–Њ–і–ї–µ–ґ–∞—В –≥—А—Г–љ—В–Њ–≤–∞–љ–Є—О —Б–Њ–њ—А–Є–Ї–∞—Б–∞—О—Й–Є–µ—Б—П –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –Є –і–µ—В–∞–ї–µ–є. –Я—А–Є –≥—А—Г–љ—В–Њ–≤–Ї–µ –Њ—В–њ—А–∞–≤–Њ—З–љ—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤ —Н—В–Є –Ј–Њ–љ—Л –і–Њ–ї–ґ–љ—Л –±—Л—В—М –љ–∞–і–µ–ґ–љ–Њ –Ј–∞—Й–Є—Й–µ–љ—Л –Њ—В –њ–Њ–њ–∞–і–∞–љ–Є—П –Ї—А–∞—Б–Ї–Є.
–Ґ–Њ –µ—Б—В—М –Ј–∞—З–Є—Б—В–Ї–∞ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–∞ –њ–Њ-–Є–і–µ–µ.
–Р –≤–Њ—В –њ–Њ –њ–Њ–≤–Њ–і—Г –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є –±–Њ–ї—В–Њ–≤ –Њ—В—В—Г–і–∞ –ґ–µ
4.34. –Ґ–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–є –њ—А–Њ—Ж–µ—Б—Б –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є –Љ–µ—В–Є–Ј–Њ–≤ –≤–Ї–ї—О—З–∞–µ—В —А–∞—Б–Ї–Њ–љ—Б–µ—А–≤–∞—Ж–Є—О; –Њ—З–Є—Б—В–Ї—Г –Њ—В –≥—А—П–Ј–Є –Є —А–ґ–∞–≤—З–Є–љ—Л; –њ—А–Њ–≥–Њ–љ–Ї—Г —А–µ–Ј—М–±—Л –Њ—В–±—А–∞–Ї–Њ–≤–∞–љ–љ—Л—Е –±–Њ–ї—В–Њ–≤ –Є –≥–∞–µ–Ї; –љ–∞–љ–µ—Б–µ–љ–Є–µ —Б–Љ–∞–Ј–Ї–Є.
4.35. –†–∞—Б–Ї–Њ–љ—Б–µ—А–≤–∞—Ж–Є—О –Љ–µ—В–Є–Ј–Њ–≤ –≤ —Б–Њ—Б—В–Њ—П–љ–Є–Є –њ–Њ—Б—В–∞–≤–Ї–Є –Є –љ–∞–љ–µ—Б–µ–љ–Є–µ —В–Њ–љ–Ї–Њ–≥–Њ —Б–ї–Њ—П —Б–Љ–∞–Ј–Ї–Є, —Б–љ–Є–ґ–∞—О—Й–µ–≥–Њ –Є –≤—Л—А–∞–≤–љ–Є–≤–∞—О—Й–µ–≥–Њ –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В –Ј–∞–Ї—А—Г—З–Є–≤–∞–љ–Є—П, —А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М –њ—Г—В–µ–Љ –Ї–Є–њ—П—З–µ–љ–Є—П –Є—Е –≤ –≤–Њ–і–µ —Б –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–є –њ—А–Њ–Љ—Л–≤–Ї–Њ–є –≤ —Б–Љ–µ—Б–Є, —Б–Њ—Б—В–Њ—П—Й–µ–є –Є–Ј 85% –љ–µ—Н—В–Є–ї–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ –±–µ–љ–Ј–Є–љ–∞ –Є 15% –Љ–∞—И–Є–љ–љ–Њ–≥–Њ (—В–Є–њ–∞ –∞–≤—В–Њ–ї).
4.36. –Ф–ї—П –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П –Њ–њ–µ—А–∞—Ж–Є–є –њ–Њ –њ.4.35 –Љ–µ—В–Є–Ј—Л –≤ —А–µ—И–µ—В—З–∞—В–Њ–є —В–∞—А–µ –љ–∞–≥—А–µ–≤–∞—О—В –њ—Г—В–µ–Љ –≤—Л–і–µ—А–ґ–Є–≤–∞–љ–Є—П –≤ –Ї–Є–њ—П—Й–µ–є –≤–Њ–і–µ –≤ —В–µ—З–µ–љ–Є–µ –љ–µ –Љ–µ–љ–µ–µ 10 –Љ–Є–љ –Є –њ—А–Њ–Љ—Л–≤–∞—О—В –≤ —Б–Љ–µ—Б–Є –љ–µ—Н—В–Є–ї–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ –±–µ–љ–Ј–Є–љ–∞ (85%) –Є –Љ–Є–љ–µ—А–∞–ї—М–љ–Њ–≥–Њ –Љ–∞—Б–ї–∞ —В–Є–њ–∞ –∞–≤—В–Њ–ї. –° –љ–∞–≥—А–µ—В—Л—Е –Љ–µ—В–Є–Ј–Њ–≤ –±–µ–љ–Ј–Є–љ –±—Л—Б—В—А–Њ –Є—Б–њ–∞—А—П–µ—В—Б—П, –∞ –Љ–∞—Б–ї–Њ –≤ –≤–Є–і–µ —В–Њ–љ–Ї–Њ–є –њ–ї–µ–љ–Ї–Є –Њ—Б—В–∞–µ—В—Б—П –љ–∞ –Є—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—П—Е.
–Ґ–Њ –µ—Б—В—М –Ј–∞—З–Є—Б—В–Ї–∞ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–∞ –њ–Њ-–Є–і–µ–µ.
–Р –≤–Њ—В –њ–Њ –њ–Њ–≤–Њ–і—Г –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є –±–Њ–ї—В–Њ–≤ –Њ—В—В—Г–і–∞ –ґ–µ
4.34. –Ґ–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–є –њ—А–Њ—Ж–µ—Б—Б –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є –Љ–µ—В–Є–Ј–Њ–≤ –≤–Ї–ї—О—З–∞–µ—В —А–∞—Б–Ї–Њ–љ—Б–µ—А–≤–∞—Ж–Є—О; –Њ—З–Є—Б—В–Ї—Г –Њ—В –≥—А—П–Ј–Є –Є —А–ґ–∞–≤—З–Є–љ—Л; –њ—А–Њ–≥–Њ–љ–Ї—Г —А–µ–Ј—М–±—Л –Њ—В–±—А–∞–Ї–Њ–≤–∞–љ–љ—Л—Е –±–Њ–ї—В–Њ–≤ –Є –≥–∞–µ–Ї; –љ–∞–љ–µ—Б–µ–љ–Є–µ —Б–Љ–∞–Ј–Ї–Є.
4.35. –†–∞—Б–Ї–Њ–љ—Б–µ—А–≤–∞—Ж–Є—О –Љ–µ—В–Є–Ј–Њ–≤ –≤ —Б–Њ—Б—В–Њ—П–љ–Є–Є –њ–Њ—Б—В–∞–≤–Ї–Є –Є –љ–∞–љ–µ—Б–µ–љ–Є–µ —В–Њ–љ–Ї–Њ–≥–Њ —Б–ї–Њ—П —Б–Љ–∞–Ј–Ї–Є, —Б–љ–Є–ґ–∞—О—Й–µ–≥–Њ –Є –≤—Л—А–∞–≤–љ–Є–≤–∞—О—Й–µ–≥–Њ –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В –Ј–∞–Ї—А—Г—З–Є–≤–∞–љ–Є—П, —А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М –њ—Г—В–µ–Љ –Ї–Є–њ—П—З–µ–љ–Є—П –Є—Е –≤ –≤–Њ–і–µ —Б –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–є –њ—А–Њ–Љ—Л–≤–Ї–Њ–є –≤ —Б–Љ–µ—Б–Є, —Б–Њ—Б—В–Њ—П—Й–µ–є –Є–Ј 85% –љ–µ—Н—В–Є–ї–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ –±–µ–љ–Ј–Є–љ–∞ –Є 15% –Љ–∞—И–Є–љ–љ–Њ–≥–Њ (—В–Є–њ–∞ –∞–≤—В–Њ–ї).
4.36. –Ф–ї—П –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П –Њ–њ–µ—А–∞—Ж–Є–є –њ–Њ –њ.4.35 –Љ–µ—В–Є–Ј—Л –≤ —А–µ—И–µ—В—З–∞—В–Њ–є —В–∞—А–µ –љ–∞–≥—А–µ–≤–∞—О—В –њ—Г—В–µ–Љ –≤—Л–і–µ—А–ґ–Є–≤–∞–љ–Є—П –≤ –Ї–Є–њ—П—Й–µ–є –≤–Њ–і–µ –≤ —В–µ—З–µ–љ–Є–µ –љ–µ –Љ–µ–љ–µ–µ 10 –Љ–Є–љ –Є –њ—А–Њ–Љ—Л–≤–∞—О—В –≤ —Б–Љ–µ—Б–Є –љ–µ—Н—В–Є–ї–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ –±–µ–љ–Ј–Є–љ–∞ (85%) –Є –Љ–Є–љ–µ—А–∞–ї—М–љ–Њ–≥–Њ –Љ–∞—Б–ї–∞ —В–Є–њ–∞ –∞–≤—В–Њ–ї. –° –љ–∞–≥—А–µ—В—Л—Е –Љ–µ—В–Є–Ј–Њ–≤ –±–µ–љ–Ј–Є–љ –±—Л—Б—В—А–Њ –Є—Б–њ–∞—А—П–µ—В—Б—П, –∞ –Љ–∞—Б–ї–Њ –≤ –≤–Є–і–µ —В–Њ–љ–Ї–Њ–є –њ–ї–µ–љ–Ї–Є –Њ—Б—В–∞–µ—В—Б—П –љ–∞ –Є—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—П—Е.
-
alex45
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 15376
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 01 –Љ–∞—А 2005, 22:04
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
- –Ъ–Њ–љ—В–∞–Ї—В–љ–∞—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П:
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
Fedorov –њ–Є—Б–∞–ї(–∞):alex45 –њ–Є—Б–∞–ї(–∞):–Я—А–Є—З–Є–љ–∞ –≤ —В–Њ–Љ, —З—В–Њ –љ–∞—И–µ–Љ—Г –Ј–∞–Ї–∞–Ј—З–Є–Ї—Г (–Њ–љ –љ–∞ –≥–µ–љ–њ–Њ–і—А—П–і–µ) –µ–≥–Њ –Ј–∞–Ї–∞–Ј—З–Є–Ї (–Є–љ–≤–µ—Б—В–Њ—А –≤—Б–µ–≥–Њ –њ—А–Њ–µ–Ї—В–∞, –∞ —В–∞–Љ –Љ–µ–≥–∞–і–µ–љ—М–≥–Є
–і–∞–ґ–µ –∞–≤–∞–љ—Б.
–Ґ—Л —Е–Њ—З–µ—И—М —Б–Ї–∞–Ј–∞—В—М —З—В–Њ –µ—Б–ї–Є –≤—Л –±—Г–і–Є—В–µ –Ј–∞—З–Є—Й–∞—В—М –і–Њ —З–Є—Б—В–Њ–≥–Њ –Љ–µ—В–∞–ї–ї–∞ —Б—В—Л–Ї–Є –µ–Љ—Г –∞–≤–∞–љ—Б –Ј–∞–њ–ї–∞—В—П—В?????
Akim –њ–Є—Б–∞–ї(–∞):3.8. –Т –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є—П—Е —Б —Б–Њ–µ–і–Є–љ–µ–љ–Є—П–Љ–Є –љ–∞ –≤—Л—Б–Њ–Ї–Њ–њ—А–Њ—З–љ—Л—Е –±–Њ–ї—В–∞—Е –љ–µ –њ–Њ–і–ї–µ–ґ–∞—В –≥—А—Г–љ—В–Њ–≤–∞–љ–Є—О —Б–Њ–њ—А–Є–Ї–∞—Б–∞—О—Й–Є–µ—Б—П –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –Є –і–µ—В–∞–ї–µ–є. –Я—А–Є –≥—А—Г–љ—В–Њ–≤–Ї–µ –Њ—В–њ—А–∞–≤–Њ—З–љ—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤ —Н—В–Є –Ј–Њ–љ—Л –і–Њ–ї–ґ–љ—Л –±—Л—В—М –љ–∞–і–µ–ґ–љ–Њ –Ј–∞—Й–Є—Й–µ–љ—Л –Њ—В –њ–Њ–њ–∞–і–∞–љ–Є—П –Ї—А–∞—Б–Ї–Є.
–Ґ–Њ –µ—Б—В—М –Ј–∞—З–Є—Б—В–Ї–∞ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–∞ –њ–Њ-–Є–і–µ–µ.
–Р –≤–Њ—В –њ–Њ –њ–Њ–≤–Њ–і—Г –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є –±–Њ–ї—В–Њ–≤ –Њ—В—В—Г–і–∞ –ґ–µ
4.34. –Ґ–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–є –њ—А–Њ—Ж–µ—Б—Б –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є –Љ–µ—В–Є–Ј–Њ–≤ –≤–Ї–ї—О—З–∞–µ—В —А–∞—Б–Ї–Њ–љ—Б–µ—А–≤–∞—Ж–Є—О; –Њ—З–Є—Б—В–Ї—Г –Њ—В –≥—А—П–Ј–Є –Є —А–ґ–∞–≤—З–Є–љ—Л; –њ—А–Њ–≥–Њ–љ–Ї—Г —А–µ–Ј—М–±—Л –Њ—В–±—А–∞–Ї–Њ–≤–∞–љ–љ—Л—Е –±–Њ–ї—В–Њ–≤ –Є –≥–∞–µ–Ї; –љ–∞–љ–µ—Б–µ–љ–Є–µ —Б–Љ–∞–Ј–Ї–Є.
4.35. –†–∞—Б–Ї–Њ–љ—Б–µ—А–≤–∞—Ж–Є—О –Љ–µ—В–Є–Ј–Њ–≤ –≤ —Б–Њ—Б—В–Њ—П–љ–Є–Є –њ–Њ—Б—В–∞–≤–Ї–Є –Є –љ–∞–љ–µ—Б–µ–љ–Є–µ —В–Њ–љ–Ї–Њ–≥–Њ —Б–ї–Њ—П —Б–Љ–∞–Ј–Ї–Є, —Б–љ–Є–ґ–∞—О—Й–µ–≥–Њ –Є –≤—Л—А–∞–≤–љ–Є–≤–∞—О—Й–µ–≥–Њ –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В –Ј–∞–Ї—А—Г—З–Є–≤–∞–љ–Є—П, —А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М –њ—Г—В–µ–Љ –Ї–Є–њ—П—З–µ–љ–Є—П –Є—Е –≤ –≤–Њ–і–µ —Б –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–є –њ—А–Њ–Љ—Л–≤–Ї–Њ–є –≤ —Б–Љ–µ—Б–Є, —Б–Њ—Б—В–Њ—П—Й–µ–є –Є–Ј 85% –љ–µ—Н—В–Є–ї–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ –±–µ–љ–Ј–Є–љ–∞ –Є 15% –Љ–∞—И–Є–љ–љ–Њ–≥–Њ (—В–Є–њ–∞ –∞–≤—В–Њ–ї).
4.36. –Ф–ї—П –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П –Њ–њ–µ—А–∞—Ж–Є–є –њ–Њ –њ.4.35 –Љ–µ—В–Є–Ј—Л –≤ —А–µ—И–µ—В—З–∞—В–Њ–є —В–∞—А–µ –љ–∞–≥—А–µ–≤–∞—О—В –њ—Г—В–µ–Љ –≤—Л–і–µ—А–ґ–Є–≤–∞–љ–Є—П –≤ –Ї–Є–њ—П—Й–µ–є –≤–Њ–і–µ –≤ —В–µ—З–µ–љ–Є–µ –љ–µ –Љ–µ–љ–µ–µ 10 –Љ–Є–љ –Є –њ—А–Њ–Љ—Л–≤–∞—О—В –≤ —Б–Љ–µ—Б–Є –љ–µ—Н—В–Є–ї–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ –±–µ–љ–Ј–Є–љ–∞ (85%) –Є –Љ–Є–љ–µ—А–∞–ї—М–љ–Њ–≥–Њ –Љ–∞—Б–ї–∞ —В–Є–њ–∞ –∞–≤—В–Њ–ї. –° –љ–∞–≥—А–µ—В—Л—Е –Љ–µ—В–Є–Ј–Њ–≤ –±–µ–љ–Ј–Є–љ –±—Л—Б—В—А–Њ –Є—Б–њ–∞—А—П–µ—В—Б—П, –∞ –Љ–∞—Б–ї–Њ –≤ –≤–Є–і–µ —В–Њ–љ–Ї–Њ–є –њ–ї–µ–љ–Ї–Є –Њ—Б—В–∞–µ—В—Б—П –љ–∞ –Є—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—П—Е.
–≠—В–Њ –Ѓ–ґ–љ–Њ–Ї–Њ—А–µ–є—Б–Ї–Є–є –њ—А–Њ–µ–Ї—В –Є –≤ –љ—С–Љ —Н—В–Є –Њ–њ–µ—А–∞—Ж–Є–Є –љ–µ –њ—А–µ–і—Г—Б–Љ–∞—В—А–Є–≤–∞—О—В—Б—П
-
Akim
- –°–Њ–Њ–±—Й–µ–љ–Є—П: 4851
- –Ч–∞—А–µ–≥–Є—Б—В—А–Є—А–Њ–≤–∞–љ: 11 –Њ–Ї—В 2005, 21:32
- –У–Њ—А–Њ–і: –°–∞–љ–Ї—В-–Я–µ—В–µ—А–±—Г—А–≥
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
–Ґ–∞–Ї —В–Њ–≥–і–∞ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї—Г—О –Ї–∞—А—В—Г –Њ—В —О–ґ–љ–Њ–Ї–Њ—А–µ–є—Ж–µ–≤, –Є –µ–є —А–µ–≥—Г–ї–Є—А–Њ–≤–∞—В—М—Б—П. –Ґ–∞–Ї –љ–∞ –Ї—А–Њ–≤–ї—П—Е –њ–Њ –Љ–µ—В–∞–ї–ї–Њ—З–µ—А–µ–њ–Є—Ж–µ —А–∞–±–Њ—В–∞–ї–Є –Є —Б–і–∞–≤–∞–ї–Є –Њ–±—К–µ–Ї—В—Л. –Э—Г –Є –≤ –њ—А–Њ–µ–Ї—В–µ –Њ–љ–Є –і–Њ–ї–ґ–љ—Л –њ–Є—Б–∞—В—М –Ї–∞–Ї–∞—П –Њ–±—А–∞–±–Њ—В–Ї–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є –і–Њ–ї–ґ–љ–∞ –њ—А–Њ–≤–Њ–і–Є—В—М—Б—П. –Ш –µ—Б–ї–Є –±–Њ–ї—В—Л —Б–Љ–∞–Ј–∞–љ—Л, —В–Њ –Љ–Њ–ґ–µ—В —В–∞–Ї –Є –љ–∞–і–Њ –і–ї—П –Є—Е –Ї–Њ—А–µ–є—Б–Ї–Є—Е —В–µ—Е–љ–Њ–ї–Њ–≥–Є–є.
Re: –Ч–∞—З–Є—Б—В–Ї–∞ –Љ–µ—В–∞–ї–ї–∞ –њ–µ—А–µ–і —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ–Љ –Є –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞–љ–Є–µ
Akim –њ–Є—Б–∞–ї(–∞):
4.35. –†–∞—Б–Ї–Њ–љ—Б–µ—А–≤–∞—Ж–Є—О –Љ–µ—В–Є–Ј–Њ–≤ –≤ —Б–Њ—Б—В–Њ—П–љ–Є–Є –њ–Њ—Б—В–∞–≤–Ї–Є –Є –љ–∞–љ–µ—Б–µ–љ–Є–µ —В–Њ–љ–Ї–Њ–≥–Њ —Б–ї–Њ—П —Б–Љ–∞–Ј–Ї–Є, —Б–љ–Є–ґ–∞—О—Й–µ–≥–Њ –Є –≤—Л—А–∞–≤–љ–Є–≤–∞—О—Й–µ–≥–Њ –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В –Ј–∞–Ї—А—Г—З–Є–≤–∞–љ–Є—П, —А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М –њ—Г—В–µ–Љ –Ї–Є–њ—П—З–µ–љ–Є—П –Є—Е –≤ –≤–Њ–і–µ —Б –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–є –њ—А–Њ–Љ—Л–≤–Ї–Њ–є –≤ —Б–Љ–µ—Б–Є, —Б–Њ—Б—В–Њ—П—Й–µ–є –Є–Ј 85% –љ–µ—Н—В–Є–ї–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ –±–µ–љ–Ј–Є–љ–∞ –Є 15% –Љ–∞—И–Є–љ–љ–Њ–≥–Њ (—В–Є–њ–∞ –∞–≤—В–Њ–ї).
4.36. –Ф–ї—П –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П –Њ–њ–µ—А–∞—Ж–Є–є –њ–Њ –њ.4.35 –Љ–µ—В–Є–Ј—Л –≤ —А–µ—И–µ—В—З–∞—В–Њ–є —В–∞—А–µ –љ–∞–≥—А–µ–≤–∞—О—В –њ—Г—В–µ–Љ –≤—Л–і–µ—А–ґ–Є–≤–∞–љ–Є—П –≤ –Ї–Є–њ—П—Й–µ–є –≤–Њ–і–µ –≤ —В–µ—З–µ–љ–Є–µ –љ–µ –Љ–µ–љ–µ–µ 10 –Љ–Є–љ –Є –њ—А–Њ–Љ—Л–≤–∞—О—В –≤ —Б–Љ–µ—Б–Є –љ–µ—Н—В–Є–ї–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ –±–µ–љ–Ј–Є–љ–∞ (85%) –Є –Љ–Є–љ–µ—А–∞–ї—М–љ–Њ–≥–Њ –Љ–∞—Б–ї–∞ —В–Є–њ–∞ –∞–≤—В–Њ–ї. –° –љ–∞–≥—А–µ—В—Л—Е –Љ–µ—В–Є–Ј–Њ–≤ –±–µ–љ–Ј–Є–љ –±—Л—Б—В—А–Њ –Є—Б–њ–∞—А—П–µ—В—Б—П, –∞ –Љ–∞—Б–ї–Њ –≤ –≤–Є–і–µ —В–Њ–љ–Ї–Њ–є –њ–ї–µ–љ–Ї–Є –Њ—Б—В–∞–µ—В—Б—П –љ–∞ –Є—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—П—Е.
–Р–Ї–Є–Љ –∞ —В–µ–њ–µ—А—М –њ—А–µ–і—Б—В–∞–≤—М –Ї–∞—А—В–Є–љ—Г:–≤ –≥–ї—Г–±–Є–љ–∞—Е —А–µ—Б–њ—Г–±–ї–Є–Ї–Є –Ъ–Њ–Љ–Є –њ–Њ–і –Љ–∞—З—В–Њ–є –Ї–Њ—Б—В—С—А –Є —П –≤ –≤–µ–і—А–µ –±–Њ–ї—В—Л —Б –≥–∞–є–Ї–∞–Љ–Є –Ї–Є–њ—П—З—Г... –Љ–µ—Б—В–љ—Л–µ –њ–Њ–і—Г–Љ–∞—О—В —З—В–Њ –≤ –Я–Є—В–µ—А–µ –Њ–њ—П—В—М –±–ї–Њ–Ї–∞–і–∞. –Р –Љ–љ–µ –њ–Њ—В–Њ–Љ –≤–Њ–і–Є—В–µ–ї—М—Б–Ї—Г—О –Љ–µ–і–Ї–Њ–Љ–Є—Б—Б–Є—О –љ–µ –њ—А–Њ–є—В–Є –±—Г–і–µ—В... –Ї–∞–Ї –њ—Б–Є—Е–Њ—В–µ—А–∞–њ–µ–≤—В—Г –Њ–±—К—П—Б–љ–Є—В—М –Љ–Њ–Є –Љ–∞–љ–Є–њ—Г–ї—П—Ж–Є–Є —Б –≤–µ–і—А–Њ–Љ –Є –±–Њ–ї—В–∞–Љ–Є...
–Т–µ—А–љ—Г—В—М—Б—П –≤ ¬Ђ–Ґ–µ—Е–љ–Њ–ї–Њ–≥–Є–Є —А–∞–±–Њ—В¬ї
–Ъ—В–Њ —Б–µ–є—З–∞—Б –љ–∞ –Ї–Њ–љ—Д–µ—А–µ–љ—Ж–Є–Є
–°–µ–є—З–∞—Б —Н—В–Њ—В —Д–Њ—А—Г–Љ –њ—А–Њ—Б–Љ–∞—В—А–Є–≤–∞—О—В: Yandex [Bot] –Є 76 –≥–Њ—Б—В–µ–є